碳纤维复合材料模压制品质量影响因素分析
By www.carbonfiber.com.cn
复合材料由于其众所周知的优异性能及各种工艺的日益成熟、原材料来源丰富、成本下降、可靠性提高,使其受到用户与生产者双方的青睐,越来越多地取代传统金属材料,我们的时代已进入了复合材料时代。据美国塑料工业协会复合材料所(Society of the Plastics Industry's Instit ute)1997年元月27日发表的年度统计报告表明:1996年美国复合材料的销售量为161万吨,比1995年的158.5万吨增长约1.6%,是复合材料的销售量连续第五年增长。据预测,1997年以及以后五年内复合材料销售量仍会连续增长。
聚合物基复合材料模压成形工艺在各种成形工艺方法中占有重要地位,主要用于异型制品的成形,因而所用的成形压力高于其它工艺方法。
由于模压成形工艺所需设备简单,又能对纤维料、碎布、毡料、层压制品、缠绕制品、编织物进行模压成形,因而被各种规模的复合材料生产企业所普遍采用,复合材料模压工艺也几乎为各生产单位家喻户晓。因此,本文并不打算对模压复合材料制品工艺进行系统介绍,仅就影响复合材料制品质量的一些重要环节谈谈体会,因为就复合材料复杂结构异型件而言,保证质量、提高合格率比一般制件更为重要,难度也更大。
一、对复合材料模压制品质量产生影响的因素
模压成形工艺的基本过程是将一定量的经过一定预处理的模压料放入预热的压模内,施加较高的压力使模压料充满模腔。在预定的温度条件下,模压料在模腔内逐渐固化,然后将制品从压模内取出,再进行必要的辅助加工即得到最终制品。
从上述过程看,完成最终制品涉及的因素有模压料本身、压模模具、加压加温的热压机等;最重要的当是压制工艺,本文将单列一节予以重点讲述;还有工作环境和辅助加工等。
1.模压料
任何形式的模压料(碎布料、毡料、长、短纤维),在装模前均应使其按预定比例与树脂均匀浸渍。对经溶剂稀释的树脂溶液,在浸渍纤维后应充分晾置使溶剂挥发。晾置时间与环境温度湿度有关。
2.压制模具
制品用的模具除应保证在工作压力下的强度、刚度条件以外,主要应考虑能给制品的各部位、各方向较均匀地加上压力。一定的拔模斜度既能保证制品顺利出模,又能起到侧向加压的作用。模具设计尽量使制品整体成形,既可保证制品的强度、刚度,又可减少辅助加工工序和工装模具数量。
在模具上应开有流胶槽使多余的胶料顺利排出。
压模的成型表面应至少进行抛光或镀铬,使光洁度在Δ9以上,以保证顺利脱模。
应在模具靠近型腔部位开设测温孔。
模具本身,必要时考虑设计一定的附件以保证较方便地实现脱模。
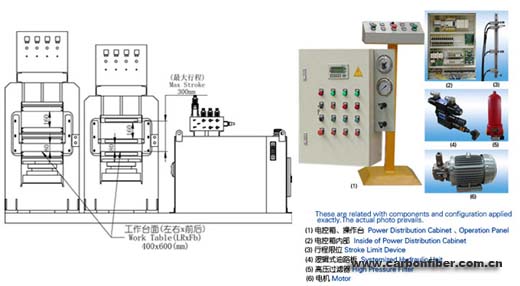
3.压机
压机的尺寸和吨位应能满足制品及所选材料、模具结构的要求。
压机的温度、压力最好能有手控和自动控制两种模式。
压机的工作台或上下加热板应尽量使工件保持水平以避免树脂向一侧流聚。加热板在有效工作范围内温度差控制在±5℃左右。
4.工作场地
工作场地应光线充足、通风良好,温度、湿度满足要求,吊升降叉车、真空泵、压缩机、工作台等配套设备齐全、工作安全可靠。
环境清洁、整齐。
二、复合材料模压制品的压制工艺
复合材料模压制品的压制工艺(以环氧树脂基体复合材料为例)是指模压料装模后在固化剂存在或加热的条件下在模腔内固化成制品的过程。它是温度、压力、时间综合作用的结果,压制工艺条件的选择及可靠控制是决定制品质量的关键。
虽然原则上讲某一种牌号的树脂有一定的固化特性,但由于同牌号树脂的分子量、软化点,环氧值等都有一定的变化范围,因而固化特性也会有所差异。为保证复合材料制品的质量,最好对每一批次树脂的固化特性进行测定,以确定最佳的压制工艺。这一工作我们是通过DDA(动态介电分析)和DMA(动态力学性能分析)来完成的。
环氧树脂的固化过程从DDA曲线来看可分为软化流动、凝胶、固化、熟化(后固化)四个阶段。如将后两个阶段合并为固化阶段也可视为三个阶段。根据制品材料制作的试片所测的DDA曲线,再根据制件的厚度和模具结构情况,确定在一定的加热速度下每个阶段所需保温时间和加压时机。在对不同加热速率、不同保温时间和加压时机的试片进行DMA测试后,选择动态力学性能最好的试片的温度、压力与时间关系的固化特性确定压制工艺。图1、2、3分别为F46+BF3·MEA树脂体系试片的DDA、DMA测试曲线及该体系为基体的结构制品的固化曲线。由于该复合材料制品尺寸大、厚度厚、结构复杂,为保证接头部位的强度和刚度又采用了难度很大的整体成形工艺,因而固化压制工序成了特别关键的工序。考虑产品大而厚的因素及压机中心位置与边缘温度的差异,为保证整个产品均匀固化,我们在80℃的软化流动峰前增加了在 (45±5)℃时0.5小时的低温保温过程。另外,在固化后的自然降温阶段,考虑到钢模与碳复合材料热物理性能的差异,为避免钢模收缩造成复合材料制品的翘曲变形,在工艺文件中规定在产品温度降至70℃左右时松开模具四周的顶模螺钉,使产品自由降至室温再卸模。在上述压制工艺条件下压制的制品合格率达到90%以上。
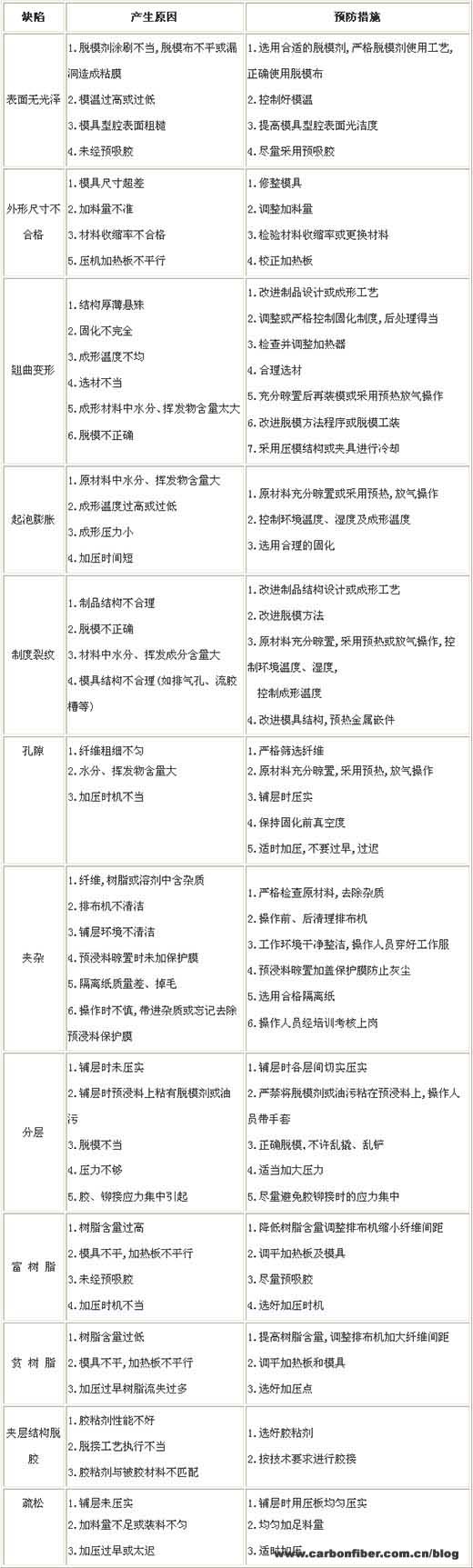
三、聚合物基复合材料模压制品的缺陷、产生的原因及预防措施
影响复合材料制品质量的因素很多,从原材料的选用到预浸料的制备、贮存,从生产环境到每道生产工序都会影响最终制品的性能。对热固性树脂基复合材料而言,最终产品一旦发现重大质量问题则很难挽救。特别是整体成形的较大制品,无论从当前原材料仍然昂贵的价格,还是从制品的生产周期,质量问题造成的损失都将是巨大的。因此,总结实践经验找出缺陷产生的原因,制定有效的预防措施都将是很有意义的。表1列出了聚合物基复合材料模压制品的缺陷、产生原因及预防措施,可供参考。
四、复合材料模压制品工艺新进展
双面传送压机可用各种纤维增强各种树脂制成预制板,再压制成各种形状复杂的结构件,比RTM法、热压罐成形法等生产操作简单,生产周期短,是一种很有前途的工业复合材料制品模压工艺。
由德国、意大利、西班牙、瑞典几家公司合作,在欧共体的支持下还完成了用夹层板生产汽车内外结构件的研究工作。这种夹层材料用13mm的热塑性发泡材料做骨架,用10层玻璃纤维浸渍聚酰胺树脂,再上压机压成纤维体积含量为50%的2mm厚的板作为蒙皮。压制前用计算机模拟三维夹层板模压工艺过程,以估算其最大许用变形,采取防止层压缺陷的措施等。整个产品的模压至冷却仅用40秒的时间即可完成。这种汽车结构板抗压能力强,骨架与蒙皮共固化,界面粘接良好,无需辅助粘接工艺。这种结构材料汽车在发生撞击时可吸收能量,减轻车祸,增加乘客安全,是一种高强度、高刚度、轻质的结构功能材料。
总之,近几年来随着复合材料生产自动化和建立在二维与三维织物的先进工艺基础上的复合材料半成品材料工业的发展,以长或短纤维为增强材料,以热塑性、热固性树脂为基体材料的各类复合材料模压制品工艺发展很快,产品性能价格比高,环境污染小,生产率高,已经或正在不断适应汽车公交业、航空航天业、化工业、桥梁、通讯等领域工业化发展的需要。
复合材料由于其众所周知的优异性能及各种工艺的日益成熟、原材料来源丰富、成本下降、可靠性提高,使其受到用户与生产者双方的青睐,越来越多地取代传统金属材料,我们的时代已进入了复合材料时代。据美国塑料工业协会复合材料所(Society of the Plastics Industry's Instit ute)1997年元月27日发表的年度统计报告表明:1996年美国复合材料的销售量为161万吨,比1995年的158.5万吨增长约1.6%,是复合材料的销售量连续第五年增长。据预测,1997年以及以后五年内复合材料销售量仍会连续增长。
聚合物基复合材料模压成形工艺在各种成形工艺方法中占有重要地位,主要用于异型制品的成形,因而所用的成形压力高于其它工艺方法。
由于模压成形工艺所需设备简单,又能对纤维料、碎布、毡料、层压制品、缠绕制品、编织物进行模压成形,因而被各种规模的复合材料生产企业所普遍采用,复合材料模压工艺也几乎为各生产单位家喻户晓。因此,本文并不打算对模压复合材料制品工艺进行系统介绍,仅就影响复合材料制品质量的一些重要环节谈谈体会,因为就复合材料复杂结构异型件而言,保证质量、提高合格率比一般制件更为重要,难度也更大。
一、对复合材料模压制品质量产生影响的因素
模压成形工艺的基本过程是将一定量的经过一定预处理的模压料放入预热的压模内,施加较高的压力使模压料充满模腔。在预定的温度条件下,模压料在模腔内逐渐固化,然后将制品从压模内取出,再进行必要的辅助加工即得到最终制品。
从上述过程看,完成最终制品涉及的因素有模压料本身、压模模具、加压加温的热压机等;最重要的当是压制工艺,本文将单列一节予以重点讲述;还有工作环境和辅助加工等。
1.模压料
任何形式的模压料(碎布料、毡料、长、短纤维),在装模前均应使其按预定比例与树脂均匀浸渍。对经溶剂稀释的树脂溶液,在浸渍纤维后应充分晾置使溶剂挥发。晾置时间与环境温度湿度有关。
2.压制模具
制品用的模具除应保证在工作压力下的强度、刚度条件以外,主要应考虑能给制品的各部位、各方向较均匀地加上压力。一定的拔模斜度既能保证制品顺利出模,又能起到侧向加压的作用。模具设计尽量使制品整体成形,既可保证制品的强度、刚度,又可减少辅助加工工序和工装模具数量。
在模具上应开有流胶槽使多余的胶料顺利排出。
压模的成型表面应至少进行抛光或镀铬,使光洁度在Δ9以上,以保证顺利脱模。
应在模具靠近型腔部位开设测温孔。
模具本身,必要时考虑设计一定的附件以保证较方便地实现脱模。
3.压机
压机的尺寸和吨位应能满足制品及所选材料、模具结构的要求。
压机的温度、压力最好能有手控和自动控制两种模式。
压机的工作台或上下加热板应尽量使工件保持水平以避免树脂向一侧流聚。加热板在有效工作范围内温度差控制在±5℃左右。
4.工作场地
工作场地应光线充足、通风良好,温度、湿度满足要求,吊升降叉车、真空泵、压缩机、工作台等配套设备齐全、工作安全可靠。
环境清洁、整齐。
二、复合材料模压制品的压制工艺
复合材料模压制品的压制工艺(以环氧树脂基体复合材料为例)是指模压料装模后在固化剂存在或加热的条件下在模腔内固化成制品的过程。它是温度、压力、时间综合作用的结果,压制工艺条件的选择及可靠控制是决定制品质量的关键。
虽然原则上讲某一种牌号的树脂有一定的固化特性,但由于同牌号树脂的分子量、软化点,环氧值等都有一定的变化范围,因而固化特性也会有所差异。为保证复合材料制品的质量,最好对每一批次树脂的固化特性进行测定,以确定最佳的压制工艺。这一工作我们是通过DDA(动态介电分析)和DMA(动态力学性能分析)来完成的。
环氧树脂的固化过程从DDA曲线来看可分为软化流动、凝胶、固化、熟化(后固化)四个阶段。如将后两个阶段合并为固化阶段也可视为三个阶段。根据制品材料制作的试片所测的DDA曲线,再根据制件的厚度和模具结构情况,确定在一定的加热速度下每个阶段所需保温时间和加压时机。在对不同加热速率、不同保温时间和加压时机的试片进行DMA测试后,选择动态力学性能最好的试片的温度、压力与时间关系的固化特性确定压制工艺。图1、2、3分别为F46+BF3·MEA树脂体系试片的DDA、DMA测试曲线及该体系为基体的结构制品的固化曲线。由于该复合材料制品尺寸大、厚度厚、结构复杂,为保证接头部位的强度和刚度又采用了难度很大的整体成形工艺,因而固化压制工序成了特别关键的工序。考虑产品大而厚的因素及压机中心位置与边缘温度的差异,为保证整个产品均匀固化,我们在80℃的软化流动峰前增加了在 (45±5)℃时0.5小时的低温保温过程。另外,在固化后的自然降温阶段,考虑到钢模与碳复合材料热物理性能的差异,为避免钢模收缩造成复合材料制品的翘曲变形,在工艺文件中规定在产品温度降至70℃左右时松开模具四周的顶模螺钉,使产品自由降至室温再卸模。在上述压制工艺条件下压制的制品合格率达到90%以上。
三、聚合物基复合材料模压制品的缺陷、产生的原因及预防措施
影响复合材料制品质量的因素很多,从原材料的选用到预浸料的制备、贮存,从生产环境到每道生产工序都会影响最终制品的性能。对热固性树脂基复合材料而言,最终产品一旦发现重大质量问题则很难挽救。特别是整体成形的较大制品,无论从当前原材料仍然昂贵的价格,还是从制品的生产周期,质量问题造成的损失都将是巨大的。因此,总结实践经验找出缺陷产生的原因,制定有效的预防措施都将是很有意义的。表1列出了聚合物基复合材料模压制品的缺陷、产生原因及预防措施,可供参考。
四、复合材料模压制品工艺新进展
双面传送压机可用各种纤维增强各种树脂制成预制板,再压制成各种形状复杂的结构件,比RTM法、热压罐成形法等生产操作简单,生产周期短,是一种很有前途的工业复合材料制品模压工艺。
由德国、意大利、西班牙、瑞典几家公司合作,在欧共体的支持下还完成了用夹层板生产汽车内外结构件的研究工作。这种夹层材料用13mm的热塑性发泡材料做骨架,用10层玻璃纤维浸渍聚酰胺树脂,再上压机压成纤维体积含量为50%的2mm厚的板作为蒙皮。压制前用计算机模拟三维夹层板模压工艺过程,以估算其最大许用变形,采取防止层压缺陷的措施等。整个产品的模压至冷却仅用40秒的时间即可完成。这种汽车结构板抗压能力强,骨架与蒙皮共固化,界面粘接良好,无需辅助粘接工艺。这种结构材料汽车在发生撞击时可吸收能量,减轻车祸,增加乘客安全,是一种高强度、高刚度、轻质的结构功能材料。
总之,近几年来随着复合材料生产自动化和建立在二维与三维织物的先进工艺基础上的复合材料半成品材料工业的发展,以长或短纤维为增强材料,以热塑性、热固性树脂为基体材料的各类复合材料模压制品工艺发展很快,产品性能价格比高,环境污染小,生产率高,已经或正在不断适应汽车公交业、航空航天业、化工业、桥梁、通讯等领域工业化发展的需要。