碳纤维表面镀铜的初步研究
By www.carbonfiber.com.cn
摘 要:介绍了碳纤维镀铜的前处理工艺及化学镀、电镀的工艺流程,镀层效果可以通过增重率、纤维直径的变化及电阻变化率等来衡量。实验结果表明,化学镀获得的碳纤维镀层均匀、致密、结合力好。
关键词:碳纤维,预处理,化学镀;电镀
表面金属化的碳纤维可以用作电磁干扰(EMI)屏蔽填充物, 以及碳纤维增强金属复合材料。本文介绍了碳纤维表面镀铜的前处理工艺及化学镀、电镀的工艺,通过比较得出了纤维表面金属化的最优方案。
1 实验方法
1.1 实验原料
原料采用日本东丽公司T300(6K)碳纤维, 其主要物理机械性能见表1。
表1 东丽T300(6K)碳纤维的主要物理力学性能

1.2 化学镀铜的实验工艺流程
碳纤维的表面镀铜层是以机械嵌合的方式和碳纤维结合在一起的[1]。镀铜时析出的铜原子首先在碳纤维表面的沟槽内沉积,碳纤维表面的粗糙度在很大程度上影响了镀层与碳纤维的紧密结合程度。未经处理的碳纤维表面不易附着铜原子,因此,需要先对碳纤维表面进行预处理。
碳纤维化学镀铜工序:碳纤维→脱胶→粗化→中和→敏化→活化→解胶和还原→化学镀铜→镀铜碳纤维。各工序主要作用如下:
(1) 脱保护胶 大多数碳纤维出厂时外层带有环氧树脂保护胶,在化学镀前需要进行表面脱胶,以提高碳纤维的结合力。
(2)粗化 粗化是在碳纤维表面进行刻蚀,使其表面呈现沟槽状,便于敏化、活化,使起催化作用的钯更易沉积在碳纤维表面,从而有利于化学镀时铜元素的沉积。粗化液一般选用具有强氧化性的溶剂配制而成。
(3) 中和 中和粗化后留在碳纤维表面低凹处残留的具有氧化性的酸。
(4) 敏化 使其表面吸附一层还原性物质,在活化时,活化剂被还原并留在碳纤维表面形成催化晶核。敏化和活化可以分步进行,也可以同步进行。
(5) 活化 使敏化处理后的碳纤维浸入含有催化活性的贵金属(Ag+、Pd+)溶液中,使碳纤维表面形成一层具有催化活性的贵金属层。
(6) 解胶和还原 解胶、还原是将经过活化处理的碳纤维表面的胶体钯进行解胶,然后放入次氯酸溶液中还原。
(7) 化学镀 化学镀铜就是依靠还原剂使镀液中的Cu2+ 还原成金属铜而沉积在碳纤维表面,常用甲醛HCHO作为还原剂。这个过程的实质是在具有催化活性的表面上发生氧化还原反应。化学镀铜的反应式为:
Cu2+ + 2HCHO + 4OH¯ —→ Cu↓ + H2↑ + 2H2O + 2HCOO‾
1.3 化学镀技术参数
1.3.1 脱胶
分别采用丙酮、硝酸浸泡法及空气灼烧法。丙酮和硝酸浓度选择100%、75%、60%、50%、40%、25%进行试验;空气灼烧分别在400℃、600℃两种温度条件进行。
1.3.2 粗化
选择过磷酸铵20g,H2O 100ml配成溶液进行实验。
1.3.3 中和
选择10%的NaOH液进行实验。
1.3.4 敏化和活化
本实验中采用敏化活化同步法。敏活化配方:0.5g/LPdCl2 , 50g/LSnCl2 , 30%(体积比)的HCl,时间为10min ,温度为40–50℃。
1.3.5 解胶和还原
选择98%H2SO4150 ml∕L, 37%HCL25ml∕L , 处理温度40~50℃, 处理时间2分钟。还原液为10% HCHO 溶液,温度控制在20~30℃,处理时间为1分钟。
1.3.6 化学镀
采用配方:10 g/L CuSO4•H2O , 20 g/L NaOH 溶液, 10 ml/L 甲醛, 50 g/L 酒石酸钾钠,并利用水浴加热到40℃。
1.4 电镀
电镀是利用电解方法对碳纤维表面进行加工的一种工艺。电解时将碳纤维作为阴极,镀液中的金属离子在直流电的作用下沉积在碳纤维表面形成致密的金属镀层,这种金属沉积的特点是从外电源得到电子。其流程:去胶-粗化-中和-敏化活化-还原-镀铜-镀铜碳纤维。本实验中原料的预处理采用与化学镀铜相同的工艺。
本实验用石墨做电极的装置,电镀铜镀液配方为:五水硫酸铜10g、水800 ml,电镀时间130分钟,电流140 mA,两电极之间的距离8.8cm。
2 实验结果与讨论
2.1 碳纤维表面除胶
2.1.1 不同浓度溶剂浸泡后碳纤维失重率
采用丙酮、硝酸作为溶剂进行浸泡,不同浓度条件下,碳纤维浸泡后的失重率见表2。
表2 不同浓度溶剂浸泡碳纤维失重率(浸泡90分钟)

由此可见,溶剂浓度影响去胶的效果,浓度越高,去胶效果越好。
2.1.2 不同浸泡时间碳纤维失重率
采用60%丙酮、100%硝酸作为溶剂进行浸泡,不同浸泡时间下,碳纤维浸泡后的失重率见表3。
表3 不同浸泡时间碳纤维失重率

可以看出随着浸泡时间的延长去胶效果越好。
2.1.3 灼烧后的失重率
采用在空气中进行灼烧的方法,分别在400℃保温30分钟,升温至600℃不保温和升温至600℃保温30分钟。碳纤维失重率见表4。
表3 灼烧后碳纤维失重率

随着温度的提高,达到400℃后,碳纤维手感柔软,弯曲性能、强力也几乎未变,达到600℃后碳纤维强力严重受损,纤维被氧化。所以采用灼烧法时,温度不宜超过400℃。
2.2 粗化后失重率
采用经过100%丙酮、50% HNO3、40%HNO3浸泡120分钟的碳纤维,在过磷酸铵配制的溶液中进行处理。处理后碳纤维的失重率见表4。
表4 不同粗化处理时间碳纤维失重率

可见过硫酸铵20g、水100 ml浸泡30分钟粗化效果较好。
2.3 化学镀铜前后纤维直径电阻值的变化
采有电子显微镜观察测量镀铜前后纤维直径的变化,未镀铜前碳纤维直径为7微米,镀铜后纤维直径变为13微米左右。测试纤维镀铜前后的电阻变化,镀铜后碳纤维的电阻比镀铜前碳纤维电阻下降了33.22 %。镀铜后在碳纤维表面形成一层镀铜层,因此纤维的直径变粗,纤维的导电性能也发生的改变。
2.4 碳纤维表面镀铜后表面形态
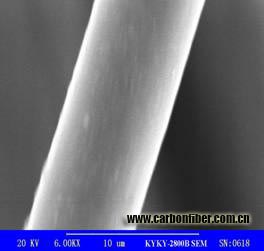
图1 化学镀铜后碳纤维表面形态
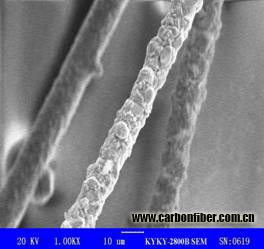
图2 电镀铜后碳纤维表面形态
图1、图2分别是用扫描电镜观察的碳纤维表面进行化学镀铜和电镀铜后的表面形态图。可以看出直接电镀所得到的铜镀层很不均匀,纤维束外部的纤维镀层很厚,但内部的碳纤维由于屏蔽效应镀得很不均匀甚至镀不上。化学镀铜后碳纤维表面比较均匀,光洁,镀铜层与纤维结合较好。
3 结语
(1)碳纤维表面去胶可以采用丙酮或硝酸,纯丙酮去胶效果最好,也可以采用高温灼烧,但温度不宜超过400℃。
(2)化学镀铜后碳纤维直径有所增加、电阻有所下降。
(3)采用化学镀的方法碳纤维表面可以得到均匀、结合力较好的镀铜层。直接电镀所得到的铜镀层很不均匀,纤维束外部的纤维镀层很厚,但内部的碳纤维由于屏蔽效应镀得很不均匀甚至镀不上。
参 考 文 献
[1] 吴利英. 高建军. 靳武刚.金属基复合材料的发展及应用[J].化工新型材料,2002,30(10):32~35
季 涛 史蕾蕾 练敏芳 (南通大学,江苏南通,226007)
摘 要:介绍了碳纤维镀铜的前处理工艺及化学镀、电镀的工艺流程,镀层效果可以通过增重率、纤维直径的变化及电阻变化率等来衡量。实验结果表明,化学镀获得的碳纤维镀层均匀、致密、结合力好。
关键词:碳纤维,预处理,化学镀;电镀
表面金属化的碳纤维可以用作电磁干扰(EMI)屏蔽填充物, 以及碳纤维增强金属复合材料。本文介绍了碳纤维表面镀铜的前处理工艺及化学镀、电镀的工艺,通过比较得出了纤维表面金属化的最优方案。
1 实验方法
1.1 实验原料
原料采用日本东丽公司T300(6K)碳纤维, 其主要物理机械性能见表1。
表1 东丽T300(6K)碳纤维的主要物理力学性能
1.2 化学镀铜的实验工艺流程
碳纤维的表面镀铜层是以机械嵌合的方式和碳纤维结合在一起的[1]。镀铜时析出的铜原子首先在碳纤维表面的沟槽内沉积,碳纤维表面的粗糙度在很大程度上影响了镀层与碳纤维的紧密结合程度。未经处理的碳纤维表面不易附着铜原子,因此,需要先对碳纤维表面进行预处理。
碳纤维化学镀铜工序:碳纤维→脱胶→粗化→中和→敏化→活化→解胶和还原→化学镀铜→镀铜碳纤维。各工序主要作用如下:
(1) 脱保护胶 大多数碳纤维出厂时外层带有环氧树脂保护胶,在化学镀前需要进行表面脱胶,以提高碳纤维的结合力。
(2)粗化 粗化是在碳纤维表面进行刻蚀,使其表面呈现沟槽状,便于敏化、活化,使起催化作用的钯更易沉积在碳纤维表面,从而有利于化学镀时铜元素的沉积。粗化液一般选用具有强氧化性的溶剂配制而成。
(3) 中和 中和粗化后留在碳纤维表面低凹处残留的具有氧化性的酸。
(4) 敏化 使其表面吸附一层还原性物质,在活化时,活化剂被还原并留在碳纤维表面形成催化晶核。敏化和活化可以分步进行,也可以同步进行。
(5) 活化 使敏化处理后的碳纤维浸入含有催化活性的贵金属(Ag+、Pd+)溶液中,使碳纤维表面形成一层具有催化活性的贵金属层。
(6) 解胶和还原 解胶、还原是将经过活化处理的碳纤维表面的胶体钯进行解胶,然后放入次氯酸溶液中还原。
(7) 化学镀 化学镀铜就是依靠还原剂使镀液中的Cu2+ 还原成金属铜而沉积在碳纤维表面,常用甲醛HCHO作为还原剂。这个过程的实质是在具有催化活性的表面上发生氧化还原反应。化学镀铜的反应式为:
Cu2+ + 2HCHO + 4OH¯ —→ Cu↓ + H2↑ + 2H2O + 2HCOO‾
1.3 化学镀技术参数
1.3.1 脱胶
分别采用丙酮、硝酸浸泡法及空气灼烧法。丙酮和硝酸浓度选择100%、75%、60%、50%、40%、25%进行试验;空气灼烧分别在400℃、600℃两种温度条件进行。
1.3.2 粗化
选择过磷酸铵20g,H2O 100ml配成溶液进行实验。
1.3.3 中和
选择10%的NaOH液进行实验。
1.3.4 敏化和活化
本实验中采用敏化活化同步法。敏活化配方:0.5g/LPdCl2 , 50g/LSnCl2 , 30%(体积比)的HCl,时间为10min ,温度为40–50℃。
1.3.5 解胶和还原
选择98%H2SO4150 ml∕L, 37%HCL25ml∕L , 处理温度40~50℃, 处理时间2分钟。还原液为10% HCHO 溶液,温度控制在20~30℃,处理时间为1分钟。
1.3.6 化学镀
采用配方:10 g/L CuSO4•H2O , 20 g/L NaOH 溶液, 10 ml/L 甲醛, 50 g/L 酒石酸钾钠,并利用水浴加热到40℃。
1.4 电镀
电镀是利用电解方法对碳纤维表面进行加工的一种工艺。电解时将碳纤维作为阴极,镀液中的金属离子在直流电的作用下沉积在碳纤维表面形成致密的金属镀层,这种金属沉积的特点是从外电源得到电子。其流程:去胶-粗化-中和-敏化活化-还原-镀铜-镀铜碳纤维。本实验中原料的预处理采用与化学镀铜相同的工艺。
本实验用石墨做电极的装置,电镀铜镀液配方为:五水硫酸铜10g、水800 ml,电镀时间130分钟,电流140 mA,两电极之间的距离8.8cm。
2 实验结果与讨论
2.1 碳纤维表面除胶
2.1.1 不同浓度溶剂浸泡后碳纤维失重率
采用丙酮、硝酸作为溶剂进行浸泡,不同浓度条件下,碳纤维浸泡后的失重率见表2。
表2 不同浓度溶剂浸泡碳纤维失重率(浸泡90分钟)
由此可见,溶剂浓度影响去胶的效果,浓度越高,去胶效果越好。
2.1.2 不同浸泡时间碳纤维失重率
采用60%丙酮、100%硝酸作为溶剂进行浸泡,不同浸泡时间下,碳纤维浸泡后的失重率见表3。
表3 不同浸泡时间碳纤维失重率
可以看出随着浸泡时间的延长去胶效果越好。
2.1.3 灼烧后的失重率
采用在空气中进行灼烧的方法,分别在400℃保温30分钟,升温至600℃不保温和升温至600℃保温30分钟。碳纤维失重率见表4。
表3 灼烧后碳纤维失重率
随着温度的提高,达到400℃后,碳纤维手感柔软,弯曲性能、强力也几乎未变,达到600℃后碳纤维强力严重受损,纤维被氧化。所以采用灼烧法时,温度不宜超过400℃。
2.2 粗化后失重率
采用经过100%丙酮、50% HNO3、40%HNO3浸泡120分钟的碳纤维,在过磷酸铵配制的溶液中进行处理。处理后碳纤维的失重率见表4。
表4 不同粗化处理时间碳纤维失重率
可见过硫酸铵20g、水100 ml浸泡30分钟粗化效果较好。
2.3 化学镀铜前后纤维直径电阻值的变化
采有电子显微镜观察测量镀铜前后纤维直径的变化,未镀铜前碳纤维直径为7微米,镀铜后纤维直径变为13微米左右。测试纤维镀铜前后的电阻变化,镀铜后碳纤维的电阻比镀铜前碳纤维电阻下降了33.22 %。镀铜后在碳纤维表面形成一层镀铜层,因此纤维的直径变粗,纤维的导电性能也发生的改变。
2.4 碳纤维表面镀铜后表面形态
图1 化学镀铜后碳纤维表面形态
图2 电镀铜后碳纤维表面形态
图1、图2分别是用扫描电镜观察的碳纤维表面进行化学镀铜和电镀铜后的表面形态图。可以看出直接电镀所得到的铜镀层很不均匀,纤维束外部的纤维镀层很厚,但内部的碳纤维由于屏蔽效应镀得很不均匀甚至镀不上。化学镀铜后碳纤维表面比较均匀,光洁,镀铜层与纤维结合较好。
3 结语
(1)碳纤维表面去胶可以采用丙酮或硝酸,纯丙酮去胶效果最好,也可以采用高温灼烧,但温度不宜超过400℃。
(2)化学镀铜后碳纤维直径有所增加、电阻有所下降。
(3)采用化学镀的方法碳纤维表面可以得到均匀、结合力较好的镀铜层。直接电镀所得到的铜镀层很不均匀,纤维束外部的纤维镀层很厚,但内部的碳纤维由于屏蔽效应镀得很不均匀甚至镀不上。
参 考 文 献
[1] 吴利英. 高建军. 靳武刚.金属基复合材料的发展及应用[J].化工新型材料,2002,30(10):32~35
季 涛 史蕾蕾 练敏芳 (南通大学,江苏南通,226007)