热压罐工艺仿真技术
By www.carbonfiber.com.cn
随着FEM和CFD仿真手段的发展,利用仿真手段替代部分试模,预报试模的结果已成为可能。通过仿真手段可以模拟热压罐工艺过程中罐内的流场情况、温度场分布、预浸料的固化过程,以及最终工件的变形和残余应力等。而在进行了大量的虚拟仿真试验之后,则可利用神经网络建立热压罐工艺的知识库和专家系统,从而指导工装工件摆放、工装设计以及诸多工艺参数的优化,从根本上改变热压罐工艺方案的设计方式。
热压罐工艺开始于20世纪40年代,在60年代开始广泛使用,是针对第二代复合材料的生产而研制开发的工艺,尤其在生产蒙皮类零件的时候发挥了巨大的作用,现已作为一种成熟的工艺被广泛使用。由热压罐工艺生产的复合材料占整个复合材料产量的50%以上,在航空航天领域比重高达80%以上。热压罐工艺已经在各个复合材料零部件生产厂被大量使用。随着国防技术的高速发展,工业领域对复合材料的发展提出了更大、更厚、更复杂的要求,这使新产品的翘曲变形、残余应力水平以及分层开裂等问题浮出水面。目前解决热压罐工艺诸多问题的方法还是采用试模的方式。由于复合材料本身高昂的价格、较长的工艺时间以及热压罐工艺本身的复杂性,试模方法注定要耗费大量时间和成本,且难以归纳经验。
随着FEM和CFD仿真手段的发展,利用仿真手段替代部分试模,预报试模的结果已成为可能。通过仿真手段可以模拟热压罐工艺过程中罐内的流场情况、温度场分布、预浸料的固化过程,以及最终工件的变形和残余应力等。而在进行了大量的虚拟仿真试验之后,则可利用神经网络建立热压罐工艺的知识库和专家系统,从而指导工装工件摆放、工装设计以及诸多工艺参数的优化,从根本上改变热压罐工艺方案的设计方式。
热压罐工艺仿真方案
复合材料的热压罐成型工艺过程是一个涉及对流换热、结构热变形和固化相变反应的复杂物理化学过程。完整的热压罐工艺分析方案应考虑的因素应包括:
· 罐内的流场与流固间对流换热;
· 预浸料铺覆过程中的纤维剪切作用;
· 真空袋、吸胶纸等对传热过程的影响;
· 预浸料的固化反应与放热;
· 压实过程中树脂在纤维床中的流动;
· 模具的传热与热变形;
· 预浸料玻璃态转变前后材料性能变化;
· 模具与预浸料的相互作用与脱开过程。
结合仿真技术,完整的热压罐工艺仿真方案的仿真流程(图1)应包括:
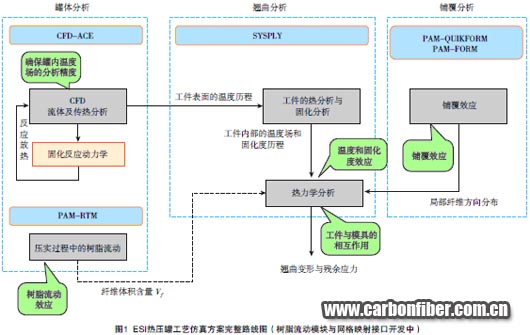
(1)罐内流体传热分析非结构网格的快速划分,包括工装位置的快速修改;
(2)罐内流场的CFD分析,计算流固间对流换热的温度场分布;
(3)固化方程求解模块,支持与罐内对流换热分析的双向耦合;
(4)压实过程中的树脂渗透分析,得到压实后纤维体积含量的变化情况;
(5)预浸料铺覆分析模块,修正纤维铺设方向;
(6)复合材料翘曲变形分析和残余应力预报。
可见,对于热压罐工艺的仿真研究可以分为罐内对流换热研究和工件翘曲变形分析两部分。前者的研究重点为工件摆放方法的预报、模具表面的温度分布预测、风扇功率、加热曲线等工艺参数对温度场的影响等;后者主要研究工装工件之间的相互作用、工件的固化度分布并最终预报工件的翘曲变形和残余应力水平。对产品质量的预报是热压罐工艺仿真的最终目的。
罐内的对流换热分析是固化变形分析的前提。工件的固化变形受到内部温度分布、自身固化度以及模具热变形3个主要因素影响,而这3个影响因素都与工件周围的温度分布和温度变化历程有关。树脂在固化过程中会因高分子的胶联反应而释放大量的热量,通常1kJ树脂完全固化的放热量在几百kj的量级,而树脂的热容在1500J/(Kg·℃)左右,因而,在绝热环境下,如果固化反应放出的热量全部用于树脂升温,树脂因固化发热使自身温度的提高可能达到上百度。在RTM工艺的实际操作中,也确实存在因固化反应过于剧烈,散热不及时而导致的复合材料烧芯情况。
对于热压罐工艺,由于模具的热传导和空气流动引起的对流换热,这些反应放热会不同程度地被散失掉,散失程度受模具材料、真空袋/吸胶纸等工装材料的热导率、罐内流场情况等显著影响。因而在研究罐内流场时必须将流场计算、对流传热求解与固化反应放热双向耦合起来,才有可能准确地获得工装工件表面的温度分布情况。
导致复合材料固化变形的直接原因是结构上各点处应变在时间历程上的积累。应变由外应变和内应变两部分构成,外应变主要指由于结构的约束状态和外力载荷引起的应变;内应变又包括热膨胀应变和固化收缩应变两部分,指由温度载荷和固化反应导致的树脂固化收缩导致的应变。
εEij=εTij+εCij,(1)其中,热膨胀应变可描述为:εTij=∫αij(T,X). ðT/ ðt.dt,(2)固化收缩应变可表述为:εCij=∫βij(T,X) ðX/ðt.dt,(3)式中,εEij为内应变,εTij为热膨胀应变,εCij为化学收缩应变,αij(T,X)为热膨胀系数,βij(T,X)为固化收缩率,T为温度,t为时间。
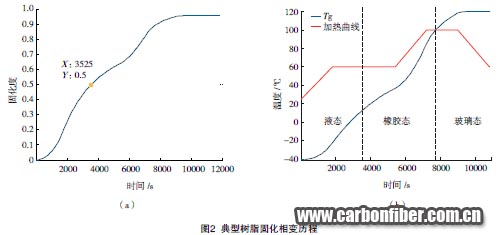
目前,比较常见的分析翘曲变形的方法只能考虑层合板的热变形,研究对象也往往针对非对称铺层的层合板结构,而对对称结构的层合板固化变形研究较少。ESI集团的复合材料热力耦合分析软件SYSPLY采用SWEREA SICOMP模型[1-6],能够考虑复合材料玻璃态转变前后的热膨胀系数差别和固化收缩特性,通过建立三维层合板模型,分析复合材料结构的固化变形(图2)。
SICOMP模型可描述为:
σij=Crijkl(εkl-εEkl)(T≧Tg(X)),Cgijkl(εkl-εEkl)-(Cgijkl-Crijkl),(εkl-εEkl)/t=tvit(T
当T>Tg时,树脂完成玻璃态转变,材料本构呈线弹性。
预浸料通过压实过程使多余的树脂流入吸胶纸,从而控制预浸料的纤维体积含量。在这一过程中存在树脂流动和纤维床的迁移两个相对运动,由于纤维床的迁移需要压力差并存在摩擦,导致最终纤维体积含量在厚度方向上存在梯度[7]。对平板工件,这种纤维体积含量的梯度很小;而对翻边倒角处,由于应力分布不均以及同等面积的吸胶纸对应的预浸料体积差别,导致纤维体积含量在翻边内外两侧的差别比较显著,最终影响翻边处的回弹角水平。
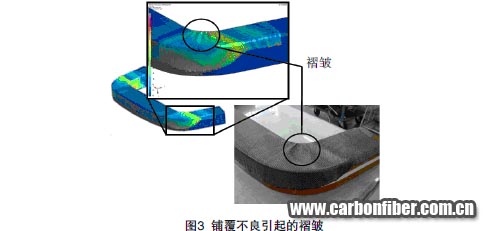
预浸料在曲面上的铺覆过程会对增强体造成剪切和挤压,从而导致纤维铺设角度发生变化,当剪切角超过预浸料的极限角时甚至可能引起褶皱(图3)。纤维角度的变化会引起局部热膨胀系数和模量的改变,从而对最终的翘曲变形和残余应力分布造成影响。显然,铺覆作用的影响程度受工件几何形貌的影响,对于曲率较大的工件,这种作用的影响相对显著。
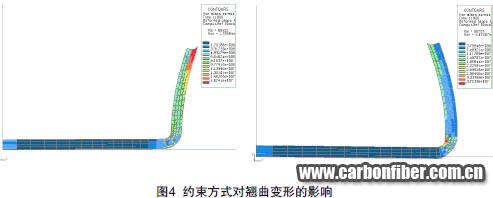
在固化变形分析中,热膨胀与固化收缩决定了预浸料应变能的水平,而预浸料的约束方式则直接决定了残余应力在结构上的分布状态。残余应力在厚度方向上分布的不平衡导致了结构的翘曲变形。图4为采用相同预浸料,经历相同的温度历程,在不同约束方式下的两个L型件的变形计算结果。左图L 型件外侧施加全约束,固化结束后释放约束;右图L型件内侧施加全约束,固化结束后释放约束。可见,采用不同的约束方式将显著影响最终的变形结果。
在实际情况中,随着温度的下降,由于工件与模具的热膨胀系数差别,金属模具的收缩明显大于工件,从而在工件与模具的接触表面产生剪切应力[8]。当剪切应力超过某一阈值时,工件与模具脱开,局部剪切应力释放。图5为工件与模具脱开过程的模拟。位移曲线的第一阶段斜率较大,这是因为金属的热膨胀率较大,模具与工件贴合在一起。当达到脱开点时,位移发生剧烈变化,之后位移随时间的斜率较平稳,表征复合材料较小的热膨胀率。
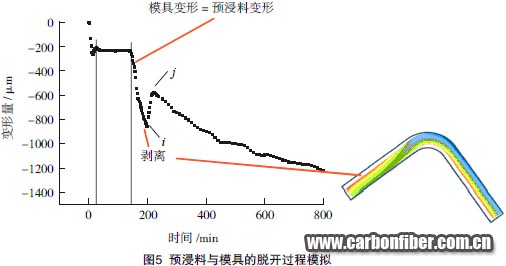
显而易见,工件与模具的脱开条件和脱开过程将显著影响工件最终的翘曲变形水平。而目前,工件与模具的脱开模型与脱开准则尚缺乏理论研究和试验支持。
结束语
航空航天工业的高速发展对复合材料提出了越来越高的要求,越来越多的零部件将被替换成复合材料产品。通过传统的试模方法确定工艺方案需要花费大量的时间和成本,且难以归纳各工艺参数对产品质量的影响规律。采用虚拟仿真技术,用虚拟试验替代部分试模有望改变这个现状。而通过积累大量的虚拟试验结果能够建立热压罐仿真知识库和专家系统,从而分析温度分布、工件翘曲对工艺参数的敏感性,帮助工艺人员根据产品特征快速得到优化的工艺方案。而实现这一切的前提是建立完整而准确的热压罐工艺仿真方法。
热压罐工艺涉及一系列复杂的物理和化学过程,因而热压罐工艺的仿真过程需要考虑诸多影响因素。影响产品固化变形的显著因素包括工件表面的温度分布和变化历程、工件的固化过程、预浸料的热膨胀、树脂的固化收缩、纤维因铺覆过程导致的角度变化和褶皱、树脂流动引起的纤维体积含量梯度、模具的热变形及与工件之间的相互作用等。这些影响因素都在不同程度上影响工件的翘曲变形和残余应力水平。预浸料压实过程引起的树脂流动、工件与模具的脱开过程目前尚缺乏理论模型和试验支持,通过对这些过程的深入研究有望完善热压罐工艺仿真技术
的完整拼图。
参 考 文 献
[1] Svanberg JM.Predictioso fmanufacturing induced shape distortions.2002:40.
[2] Whitney JM ,McCullough RL.Micromechanical material modelling,delawarecomposites design encyclopaedia.TechnomicPub.Co.Inc.,1990,65-72.
[3] Tucker WC,Brown R.Moistureabsorption of graphite/polymer composites under2000 feet of seawater.Journal of CompositeMaterial,1989,23:787-797.
[4] Kenny JM,Maffezzoli A,Nicolais L.Composite Science and Technology,1990,38:339-358.
[5] Svanberg JM,Holmberg JA.Resultsfrom material and spring-in characterisation.Sweden,1999.
[6] Gudmundsson P,Zang W.An analyticmodel for thermoelastic properties of compositelaminate containing transverse matrix cracks.International Journal of Solids and Structures,1993,30:3211-3231.
[7] 岳广全,张博明.固化过程中模具与复合材料构件相互作用研究.复合材料学报,2010(6): 167-171.
[8] 张纪奎,郦正能.热固性复合材料固化过程三维有限元模拟和变形预测.复合材料学报,2009(1):174-178.(责编 良辰)
随着FEM和CFD仿真手段的发展,利用仿真手段替代部分试模,预报试模的结果已成为可能。通过仿真手段可以模拟热压罐工艺过程中罐内的流场情况、温度场分布、预浸料的固化过程,以及最终工件的变形和残余应力等。而在进行了大量的虚拟仿真试验之后,则可利用神经网络建立热压罐工艺的知识库和专家系统,从而指导工装工件摆放、工装设计以及诸多工艺参数的优化,从根本上改变热压罐工艺方案的设计方式。
热压罐工艺开始于20世纪40年代,在60年代开始广泛使用,是针对第二代复合材料的生产而研制开发的工艺,尤其在生产蒙皮类零件的时候发挥了巨大的作用,现已作为一种成熟的工艺被广泛使用。由热压罐工艺生产的复合材料占整个复合材料产量的50%以上,在航空航天领域比重高达80%以上。热压罐工艺已经在各个复合材料零部件生产厂被大量使用。随着国防技术的高速发展,工业领域对复合材料的发展提出了更大、更厚、更复杂的要求,这使新产品的翘曲变形、残余应力水平以及分层开裂等问题浮出水面。目前解决热压罐工艺诸多问题的方法还是采用试模的方式。由于复合材料本身高昂的价格、较长的工艺时间以及热压罐工艺本身的复杂性,试模方法注定要耗费大量时间和成本,且难以归纳经验。
随着FEM和CFD仿真手段的发展,利用仿真手段替代部分试模,预报试模的结果已成为可能。通过仿真手段可以模拟热压罐工艺过程中罐内的流场情况、温度场分布、预浸料的固化过程,以及最终工件的变形和残余应力等。而在进行了大量的虚拟仿真试验之后,则可利用神经网络建立热压罐工艺的知识库和专家系统,从而指导工装工件摆放、工装设计以及诸多工艺参数的优化,从根本上改变热压罐工艺方案的设计方式。
热压罐工艺仿真方案
复合材料的热压罐成型工艺过程是一个涉及对流换热、结构热变形和固化相变反应的复杂物理化学过程。完整的热压罐工艺分析方案应考虑的因素应包括:
· 罐内的流场与流固间对流换热;
· 预浸料铺覆过程中的纤维剪切作用;
· 真空袋、吸胶纸等对传热过程的影响;
· 预浸料的固化反应与放热;
· 压实过程中树脂在纤维床中的流动;
· 模具的传热与热变形;
· 预浸料玻璃态转变前后材料性能变化;
· 模具与预浸料的相互作用与脱开过程。
结合仿真技术,完整的热压罐工艺仿真方案的仿真流程(图1)应包括:
(1)罐内流体传热分析非结构网格的快速划分,包括工装位置的快速修改;
(2)罐内流场的CFD分析,计算流固间对流换热的温度场分布;
(3)固化方程求解模块,支持与罐内对流换热分析的双向耦合;
(4)压实过程中的树脂渗透分析,得到压实后纤维体积含量的变化情况;
(5)预浸料铺覆分析模块,修正纤维铺设方向;
(6)复合材料翘曲变形分析和残余应力预报。
可见,对于热压罐工艺的仿真研究可以分为罐内对流换热研究和工件翘曲变形分析两部分。前者的研究重点为工件摆放方法的预报、模具表面的温度分布预测、风扇功率、加热曲线等工艺参数对温度场的影响等;后者主要研究工装工件之间的相互作用、工件的固化度分布并最终预报工件的翘曲变形和残余应力水平。对产品质量的预报是热压罐工艺仿真的最终目的。
罐内的对流换热分析是固化变形分析的前提。工件的固化变形受到内部温度分布、自身固化度以及模具热变形3个主要因素影响,而这3个影响因素都与工件周围的温度分布和温度变化历程有关。树脂在固化过程中会因高分子的胶联反应而释放大量的热量,通常1kJ树脂完全固化的放热量在几百kj的量级,而树脂的热容在1500J/(Kg·℃)左右,因而,在绝热环境下,如果固化反应放出的热量全部用于树脂升温,树脂因固化发热使自身温度的提高可能达到上百度。在RTM工艺的实际操作中,也确实存在因固化反应过于剧烈,散热不及时而导致的复合材料烧芯情况。
对于热压罐工艺,由于模具的热传导和空气流动引起的对流换热,这些反应放热会不同程度地被散失掉,散失程度受模具材料、真空袋/吸胶纸等工装材料的热导率、罐内流场情况等显著影响。因而在研究罐内流场时必须将流场计算、对流传热求解与固化反应放热双向耦合起来,才有可能准确地获得工装工件表面的温度分布情况。
导致复合材料固化变形的直接原因是结构上各点处应变在时间历程上的积累。应变由外应变和内应变两部分构成,外应变主要指由于结构的约束状态和外力载荷引起的应变;内应变又包括热膨胀应变和固化收缩应变两部分,指由温度载荷和固化反应导致的树脂固化收缩导致的应变。
εEij=εTij+εCij,(1)其中,热膨胀应变可描述为:εTij=∫αij(T,X). ðT/ ðt.dt,(2)固化收缩应变可表述为:εCij=∫βij(T,X) ðX/ðt.dt,(3)式中,εEij为内应变,εTij为热膨胀应变,εCij为化学收缩应变,αij(T,X)为热膨胀系数,βij(T,X)为固化收缩率,T为温度,t为时间。
目前,比较常见的分析翘曲变形的方法只能考虑层合板的热变形,研究对象也往往针对非对称铺层的层合板结构,而对对称结构的层合板固化变形研究较少。ESI集团的复合材料热力耦合分析软件SYSPLY采用SWEREA SICOMP模型[1-6],能够考虑复合材料玻璃态转变前后的热膨胀系数差别和固化收缩特性,通过建立三维层合板模型,分析复合材料结构的固化变形(图2)。
SICOMP模型可描述为:
σij=Crijkl(εkl-εEkl)(T≧Tg(X)),Cgijkl(εkl-εEkl)-(Cgijkl-Crijkl),(εkl-εEkl)/t=tvit(T
当T>Tg时,树脂完成玻璃态转变,材料本构呈线弹性。
预浸料通过压实过程使多余的树脂流入吸胶纸,从而控制预浸料的纤维体积含量。在这一过程中存在树脂流动和纤维床的迁移两个相对运动,由于纤维床的迁移需要压力差并存在摩擦,导致最终纤维体积含量在厚度方向上存在梯度[7]。对平板工件,这种纤维体积含量的梯度很小;而对翻边倒角处,由于应力分布不均以及同等面积的吸胶纸对应的预浸料体积差别,导致纤维体积含量在翻边内外两侧的差别比较显著,最终影响翻边处的回弹角水平。
预浸料在曲面上的铺覆过程会对增强体造成剪切和挤压,从而导致纤维铺设角度发生变化,当剪切角超过预浸料的极限角时甚至可能引起褶皱(图3)。纤维角度的变化会引起局部热膨胀系数和模量的改变,从而对最终的翘曲变形和残余应力分布造成影响。显然,铺覆作用的影响程度受工件几何形貌的影响,对于曲率较大的工件,这种作用的影响相对显著。
在固化变形分析中,热膨胀与固化收缩决定了预浸料应变能的水平,而预浸料的约束方式则直接决定了残余应力在结构上的分布状态。残余应力在厚度方向上分布的不平衡导致了结构的翘曲变形。图4为采用相同预浸料,经历相同的温度历程,在不同约束方式下的两个L型件的变形计算结果。左图L 型件外侧施加全约束,固化结束后释放约束;右图L型件内侧施加全约束,固化结束后释放约束。可见,采用不同的约束方式将显著影响最终的变形结果。
在实际情况中,随着温度的下降,由于工件与模具的热膨胀系数差别,金属模具的收缩明显大于工件,从而在工件与模具的接触表面产生剪切应力[8]。当剪切应力超过某一阈值时,工件与模具脱开,局部剪切应力释放。图5为工件与模具脱开过程的模拟。位移曲线的第一阶段斜率较大,这是因为金属的热膨胀率较大,模具与工件贴合在一起。当达到脱开点时,位移发生剧烈变化,之后位移随时间的斜率较平稳,表征复合材料较小的热膨胀率。
显而易见,工件与模具的脱开条件和脱开过程将显著影响工件最终的翘曲变形水平。而目前,工件与模具的脱开模型与脱开准则尚缺乏理论研究和试验支持。
结束语
航空航天工业的高速发展对复合材料提出了越来越高的要求,越来越多的零部件将被替换成复合材料产品。通过传统的试模方法确定工艺方案需要花费大量的时间和成本,且难以归纳各工艺参数对产品质量的影响规律。采用虚拟仿真技术,用虚拟试验替代部分试模有望改变这个现状。而通过积累大量的虚拟试验结果能够建立热压罐仿真知识库和专家系统,从而分析温度分布、工件翘曲对工艺参数的敏感性,帮助工艺人员根据产品特征快速得到优化的工艺方案。而实现这一切的前提是建立完整而准确的热压罐工艺仿真方法。
热压罐工艺涉及一系列复杂的物理和化学过程,因而热压罐工艺的仿真过程需要考虑诸多影响因素。影响产品固化变形的显著因素包括工件表面的温度分布和变化历程、工件的固化过程、预浸料的热膨胀、树脂的固化收缩、纤维因铺覆过程导致的角度变化和褶皱、树脂流动引起的纤维体积含量梯度、模具的热变形及与工件之间的相互作用等。这些影响因素都在不同程度上影响工件的翘曲变形和残余应力水平。预浸料压实过程引起的树脂流动、工件与模具的脱开过程目前尚缺乏理论模型和试验支持,通过对这些过程的深入研究有望完善热压罐工艺仿真技术
的完整拼图。
参 考 文 献
[1] Svanberg JM.Predictioso fmanufacturing induced shape distortions.2002:40.
[2] Whitney JM ,McCullough RL.Micromechanical material modelling,delawarecomposites design encyclopaedia.TechnomicPub.Co.Inc.,1990,65-72.
[3] Tucker WC,Brown R.Moistureabsorption of graphite/polymer composites under2000 feet of seawater.Journal of CompositeMaterial,1989,23:787-797.
[4] Kenny JM,Maffezzoli A,Nicolais L.Composite Science and Technology,1990,38:339-358.
[5] Svanberg JM,Holmberg JA.Resultsfrom material and spring-in characterisation.Sweden,1999.
[6] Gudmundsson P,Zang W.An analyticmodel for thermoelastic properties of compositelaminate containing transverse matrix cracks.International Journal of Solids and Structures,1993,30:3211-3231.
[7] 岳广全,张博明.固化过程中模具与复合材料构件相互作用研究.复合材料学报,2010(6): 167-171.
[8] 张纪奎,郦正能.热固性复合材料固化过程三维有限元模拟和变形预测.复合材料学报,2009(1):174-178.(责编 良辰)