碳纤维复合材料模压成型的工艺条件
By www.carbonfiber.com.cn
(一)压制成型原理
热固性碳纤维和玻璃纤维复合材料的压制是指模压料在热压作用下塑化,并填满模腔固化成型的过程。当模压料加入压模受热后,树脂变软熔融,使模压料具有流动性,在压机压力作用下开始流动并填满模腔。此时模压料中的树脂发生化学反应,逐渐变成不溶不熔的坚硬固体。热固性模压料受热后表现出低分子的粘流态,流动性好,同时发生官能团交联反应,分子量增大,呈现部分网状结构,这时流动性变小,开始表现出一定的弹性,实际上是处于所谓凝胶状态。进一步加热,交联反应继续进行,交联密度增加,树脂转变为坚硬的体型结构。如果在这以前模压料已充满模腔,则可制成合格的制品。
从工艺角度来看,上述过程可分为三个阶段:流动阶段、胶凝和硬化阶段。前两个阶段决定模压料的流动性及流动时间,是保证模压制品质量的先决条件。

在流动阶段树脂是无定型的线型分子或带支链的分子结构,其流动主要表现为整个分子的位移,流动性的好坏与分子的链长及支链的数量有关。控制模压料流动性的本质就是控制树脂的分子量及其结构。胶凝阶段的分子结构是支链密度增大或部分交联成网状结构,因而流动困难,但还保持一定的流动性。其直观上,表现粘度增大。硬化阶段肘树脂就变成不溶不熔,完全失去流动性的体型结构。
上述成型过程必须在一定的温度、压力和时间下才能实现,对热固性玻璃钢来说,温度的作用尤为重要。当然成型压力也不可忽视。
(二)模压温度控制
模压时温度的控制主要是指装模温度、升温速度、成型固化温度和保温时间的选择。装模温度:是指将物料放入模腔时,模具的温度。它主要取决于物料的品种及模压料的质量指标。通常当模压料挥发物含量高,不溶性树脂含量低时,装模温度低些。结构复杂或较大的模压制品,难于装模时,装模温度应低些为好,可控制在室温下装模。提高装模温度,可缩短生产周期,提高生产效率。装模温度视物料的品种而定,如镁酚醛预混模压料其装模温度即为成型固化温度,而不是在室温下进行。
升温速度:同样取决于物料品种,如616#酚醛预混模压料其升温速度为1-20℃/分钟。升温速度的快慢与树脂固化反应速度密切相关,升温过快,易造成树脂固化不均衡,影响制品质量。成型固化温度和保温时间的控制同样取决于物料的品种,适当提高成型温度可缩短生产周期,有利于稳定制品质量。但温度过高,影响物料的流动性,使物料充模困难,造成废品。若温度过低,制品保温时间不足,则会出现固化不完全的缺陷。为使制品充分固化及消除固化内
应力需要保温一段时间。
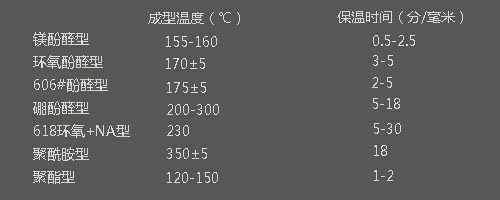
几种典型模压料的成型固化温度和保温时间如下:
(三)成型压力控制
如前所述,成型压力是指制品水平投影面,单位面积上所承受的压力。成型压力的大小同样取决于物料的品种,而且与制品的结构形状和模具的结构形式有关。如酚醛模压料其成型压力一般为30-50兆帕(300-500公斤/平方厘米);环氧酚醛模压料其成型压力为5-30兆帕(50-300公斤/平方厘米)。对于结构复杂,壁厚较厚的制品,其成型压力要适当增加。
而成型压力的作用是克服物料中挥发物所产生的蒸汽压,避免制品产生气饱、分层、结构松散等缺陷,同时也可增加物料的流动性,便于物料充满模具型腔的各个角落,使制品结构密实,机械强度提高。
然而,何时施加压力,在模压工艺中,是比较重要的问题。加压时机选择是否得当,将直接影响制品的质量。加压过早,树脂固化交联反应程度低,物料流动性大,在压力的作用下,物料流失严重,模压制品中易产生树脂集聚,或局部缺胶,纤维外露;而加压过迟,树脂固化交联程度大,物料流动性差,不易充模,同样得不到理想的制品。因此,要合理选择加压时机。加压时机的选择取决于所用模压料的类型、模压料的质量指标、装模温度和升温度速度等因素。为了获得理想的模压制品,通常要通过几次试压确定出较为适当的加压时机.
(一)压制成型原理
热固性碳纤维和玻璃纤维复合材料的压制是指模压料在热压作用下塑化,并填满模腔固化成型的过程。当模压料加入压模受热后,树脂变软熔融,使模压料具有流动性,在压机压力作用下开始流动并填满模腔。此时模压料中的树脂发生化学反应,逐渐变成不溶不熔的坚硬固体。热固性模压料受热后表现出低分子的粘流态,流动性好,同时发生官能团交联反应,分子量增大,呈现部分网状结构,这时流动性变小,开始表现出一定的弹性,实际上是处于所谓凝胶状态。进一步加热,交联反应继续进行,交联密度增加,树脂转变为坚硬的体型结构。如果在这以前模压料已充满模腔,则可制成合格的制品。
从工艺角度来看,上述过程可分为三个阶段:流动阶段、胶凝和硬化阶段。前两个阶段决定模压料的流动性及流动时间,是保证模压制品质量的先决条件。
在流动阶段树脂是无定型的线型分子或带支链的分子结构,其流动主要表现为整个分子的位移,流动性的好坏与分子的链长及支链的数量有关。控制模压料流动性的本质就是控制树脂的分子量及其结构。胶凝阶段的分子结构是支链密度增大或部分交联成网状结构,因而流动困难,但还保持一定的流动性。其直观上,表现粘度增大。硬化阶段肘树脂就变成不溶不熔,完全失去流动性的体型结构。
上述成型过程必须在一定的温度、压力和时间下才能实现,对热固性玻璃钢来说,温度的作用尤为重要。当然成型压力也不可忽视。
(二)模压温度控制
模压时温度的控制主要是指装模温度、升温速度、成型固化温度和保温时间的选择。装模温度:是指将物料放入模腔时,模具的温度。它主要取决于物料的品种及模压料的质量指标。通常当模压料挥发物含量高,不溶性树脂含量低时,装模温度低些。结构复杂或较大的模压制品,难于装模时,装模温度应低些为好,可控制在室温下装模。提高装模温度,可缩短生产周期,提高生产效率。装模温度视物料的品种而定,如镁酚醛预混模压料其装模温度即为成型固化温度,而不是在室温下进行。
升温速度:同样取决于物料品种,如616#酚醛预混模压料其升温速度为1-20℃/分钟。升温速度的快慢与树脂固化反应速度密切相关,升温过快,易造成树脂固化不均衡,影响制品质量。成型固化温度和保温时间的控制同样取决于物料的品种,适当提高成型温度可缩短生产周期,有利于稳定制品质量。但温度过高,影响物料的流动性,使物料充模困难,造成废品。若温度过低,制品保温时间不足,则会出现固化不完全的缺陷。为使制品充分固化及消除固化内
应力需要保温一段时间。
几种典型模压料的成型固化温度和保温时间如下:
(三)成型压力控制
如前所述,成型压力是指制品水平投影面,单位面积上所承受的压力。成型压力的大小同样取决于物料的品种,而且与制品的结构形状和模具的结构形式有关。如酚醛模压料其成型压力一般为30-50兆帕(300-500公斤/平方厘米);环氧酚醛模压料其成型压力为5-30兆帕(50-300公斤/平方厘米)。对于结构复杂,壁厚较厚的制品,其成型压力要适当增加。
而成型压力的作用是克服物料中挥发物所产生的蒸汽压,避免制品产生气饱、分层、结构松散等缺陷,同时也可增加物料的流动性,便于物料充满模具型腔的各个角落,使制品结构密实,机械强度提高。
然而,何时施加压力,在模压工艺中,是比较重要的问题。加压时机选择是否得当,将直接影响制品的质量。加压过早,树脂固化交联反应程度低,物料流动性大,在压力的作用下,物料流失严重,模压制品中易产生树脂集聚,或局部缺胶,纤维外露;而加压过迟,树脂固化交联程度大,物料流动性差,不易充模,同样得不到理想的制品。因此,要合理选择加压时机。加压时机的选择取决于所用模压料的类型、模压料的质量指标、装模温度和升温度速度等因素。为了获得理想的模压制品,通常要通过几次试压确定出较为适当的加压时机.