高光无痕注塑成型技术在碳纤维成型上的应用
By www.carbonfiber.com.cn
高光无痕注塑成型技术又称快速模具温度加热冷却成型技术RHCM(Rapid Heat Cycle Molding)。这种成型工艺主要是在注塑成形时通入高温蒸汽,瞬间把模具的温度上升为100~150℃,同时,为了提高生产效率,在模具高温加热后,模具表面应迅速冷却为20~40℃。
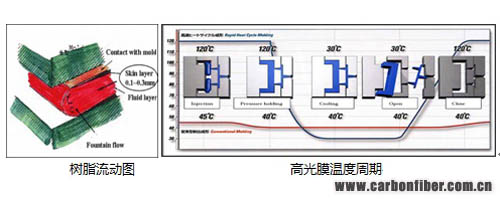
高光无痕注塑成型过程:合模→输入高温水蒸汽→注塑→排出水蒸汽→投入冷却水(冷却)→清除冷却水(用高压空气清洁)→开模→顶出→型合。
在高模温条件下,当模温高于成型材料的热变形温度时,可以使成型材料拥有高光泽度。同时,高光无痕注塑成型技术还消除了传统注塑成型工艺存在的熔接痕问题,并能免去产品二次加工的必要,可以节约成本(例如:喷漆),环保节能。另外,普通的注塑成型技术,在加入GF(GlassFiber,玻璃纤维)、 CF(CarbonFiber,碳纤维)、MF(MetalFiber,金属纤维)后,可以加强产品的性能,但外观不是很好,而采用高光无痕注塑成型技术,由于模具表面高温,加入的GF、CF、MF可以进入产品聚合物的内部,使成型材料表面结晶比率增加,表面效果非常好,并对提升产品表面硬度有一定帮助。
高光无痕模具
高光无痕模具、高光塑料材料和急冷急热控制系统是高光无痕注塑成型技术的三个主体组成部分,其中高光无痕模具是该技术的关键和核心部分。
高光无痕模具是一种以高温蒸汽作为加热介质,通过急冷急热控制系统控制模具温度,辅以热流道、电磁阀及时序控制器分时进胶的模具。
高光无痕模具主要特点:第一,模具成型温度较高。在较高的模温下注塑成型有利于消除熔接痕、流痕、产品内应力等缺陷。因此模具在工作时需进行加热,为了防止热量损失,通常都会在定模侧加树脂隔热板;第二,模腔表面极度光亮(一般为镜面2级或更高)。高光模具生产出的产品可以直接用于装配整机,无需做任何表面处理,因此这种工艺对模具钢材及塑胶材料的要求都很高;第三,热流道系统的热嘴较多(一般为6~8个嘴,有时会更多)。每个热嘴必须带封针且有独立的气道,通过电磁阀及时序控制器等进行单独控制,实现分时进胶,从而达到控制,甚至消除熔接痕。
高光无痕注塑成型技术对模具有一些基本要求:模具内表面要求非常高的光洁度,以确保制品的表面质量。模具内部开设管道必须合理,以确保可以快速升温和降温。模具内部的管道应该导热性能良好。由于生产过程中需要不停加温及降温,模具需选用高质量的钢材。在使用过程中要尤其注重模具的保养,确保干燥,无尘。
另外,高光无痕模具的性能和寿命与模具所使用的钢材有着直接的关系,塑胶模具零件由于其工作条件不同,受外部影响情况也不相同,因此,对钢材除了基本要求外,还要有所侧重。例如大型高光塑胶模具型腔用钢材,除了要求具有良好的切削性、放电加工性和焊接性能外,还需要具有极佳的抛旋旋光性和较高的硬度等特点。这不仅可以成型出表面光亮美观的产品,又可以减小塑料对型腔表面的磨损,既延长了模具使用寿命,又降低了注塑压力,保护了注塑机。目前平板电视不同工艺设备加工条件使用的高性能高光无痕模具钢材有POLMAX、LKM838H、LKM818H、S-STAR(A)、NAK80、STAVAXS136、 STAVAXS136H、OPTIMAX、X13T6W(236)、X13T6W(236H)等。
高光无痕注塑成型技术又称快速模具温度加热冷却成型技术RHCM(Rapid Heat Cycle Molding)。这种成型工艺主要是在注塑成形时通入高温蒸汽,瞬间把模具的温度上升为100~150℃,同时,为了提高生产效率,在模具高温加热后,模具表面应迅速冷却为20~40℃。
高光无痕注塑成型过程:合模→输入高温水蒸汽→注塑→排出水蒸汽→投入冷却水(冷却)→清除冷却水(用高压空气清洁)→开模→顶出→型合。
在高模温条件下,当模温高于成型材料的热变形温度时,可以使成型材料拥有高光泽度。同时,高光无痕注塑成型技术还消除了传统注塑成型工艺存在的熔接痕问题,并能免去产品二次加工的必要,可以节约成本(例如:喷漆),环保节能。另外,普通的注塑成型技术,在加入GF(GlassFiber,玻璃纤维)、 CF(CarbonFiber,碳纤维)、MF(MetalFiber,金属纤维)后,可以加强产品的性能,但外观不是很好,而采用高光无痕注塑成型技术,由于模具表面高温,加入的GF、CF、MF可以进入产品聚合物的内部,使成型材料表面结晶比率增加,表面效果非常好,并对提升产品表面硬度有一定帮助。
高光无痕模具
高光无痕模具、高光塑料材料和急冷急热控制系统是高光无痕注塑成型技术的三个主体组成部分,其中高光无痕模具是该技术的关键和核心部分。
高光无痕模具是一种以高温蒸汽作为加热介质,通过急冷急热控制系统控制模具温度,辅以热流道、电磁阀及时序控制器分时进胶的模具。
高光无痕模具主要特点:第一,模具成型温度较高。在较高的模温下注塑成型有利于消除熔接痕、流痕、产品内应力等缺陷。因此模具在工作时需进行加热,为了防止热量损失,通常都会在定模侧加树脂隔热板;第二,模腔表面极度光亮(一般为镜面2级或更高)。高光模具生产出的产品可以直接用于装配整机,无需做任何表面处理,因此这种工艺对模具钢材及塑胶材料的要求都很高;第三,热流道系统的热嘴较多(一般为6~8个嘴,有时会更多)。每个热嘴必须带封针且有独立的气道,通过电磁阀及时序控制器等进行单独控制,实现分时进胶,从而达到控制,甚至消除熔接痕。
高光无痕注塑成型技术对模具有一些基本要求:模具内表面要求非常高的光洁度,以确保制品的表面质量。模具内部开设管道必须合理,以确保可以快速升温和降温。模具内部的管道应该导热性能良好。由于生产过程中需要不停加温及降温,模具需选用高质量的钢材。在使用过程中要尤其注重模具的保养,确保干燥,无尘。
另外,高光无痕模具的性能和寿命与模具所使用的钢材有着直接的关系,塑胶模具零件由于其工作条件不同,受外部影响情况也不相同,因此,对钢材除了基本要求外,还要有所侧重。例如大型高光塑胶模具型腔用钢材,除了要求具有良好的切削性、放电加工性和焊接性能外,还需要具有极佳的抛旋旋光性和较高的硬度等特点。这不仅可以成型出表面光亮美观的产品,又可以减小塑料对型腔表面的磨损,既延长了模具使用寿命,又降低了注塑压力,保护了注塑机。目前平板电视不同工艺设备加工条件使用的高性能高光无痕模具钢材有POLMAX、LKM838H、LKM818H、S-STAR(A)、NAK80、STAVAXS136、 STAVAXS136H、OPTIMAX、X13T6W(236)、X13T6W(236H)等。