先进复合材料热压罐共固化技术的低成本工程
By www.carbonfiber.com.cn
以热压罐成型技术为主制造的航空先进复合材料结构件在各类飞机制造上都不同程度进入了批量生产阶段,有的型号已生产了数百架份的先进复合材料结构件,并经 过了十多年的使用考核,为进一步扩大先进复合材料在飞机上的应用提供了实用的工程经验。但我们必须清醒看到,先进复合材料的制造成本居高不下、批产中质量 的不一致性、对先进复合材料特性缺乏足够的认识等仍然是阻碍先进复合材料在飞机上扩大应用的主要因素,这也是我国航空先进复合材料与先进国家航空复合材料 应用差距巨大的问题所在。因此,立足现有的热压罐法,如何降低其制造成本是我们的当务之急,如选用工艺特性优良的树脂体系、国产辅助材料的采用、成型模具 的结构优化以及过程细节的严格控制等,都可以在降低制造成本的同时,明显的提高制件的合格率。本课题针对先进复合材料共固化技术成型的产品,从材料开发、 工艺优化、性能检测到售后服务等环节,以低成本为主导线,详细描述了一个热压罐共固化技术工程化的范例,达到了在热压罐成型方面明显降低制造成本的目的。
技术难点
复合材料共固化技术要进入工程化,必须从材料、工艺、检测和售后等环节入手,高产品质量与低制造成本并行研究,高生产效率与低缺陷率并行考虑,建立低成本、高质量、高效率和低缺陷的复合材料工程化制造体系,达到整个工程的低成本化、技术完整化。
先进复合材料共固化技术工程化要实现低制造成本必须攻克的技术难点主要有:
(1) 低成本的原材料货源和多品种预浸料的开发与储备;
(2) 共固化技术所需辅助材料的国产化研究;
(3) 共固化成型工艺的优化;
(4) 产品性能检测项目的合理性以及产品质量的保证;
(5) 先进复合材料制品缺陷修复手段和修复后的性能表征。
技术方案
1 多品种预浸料的开发
由于复合材料的基体用原材料性能不稳定,加上材料体系易受运输、保管等因素的影响,使得预浸料的工艺性能出现较大的差异,从而影响先进复合材料的内部质 量。此外,先进复合材料件在固化过程中出现的某些局部缺陷,由于很难找到一种与之性能相当的树脂体系对其进行修复,构件因不能满足产品技术要求而无法使 用,增加了构件的制造成本。
为提高和稳定先进复合材料的成型质量,降低先进复合材料的制造成本,我们根据不同的复合材料结构件研制开发了中高温度固化、韧性不同的NY9200环氧树脂体 系,原材料均为国产,价廉易购;其配制工艺简单,质量稳定,可用于湿法或干法预浸,无污染,易工程化;其预浸料具有贮存期长,固化温度带宽,固化时间短等 优点;其先进复合材料具有韧性和机械性能兼优的特
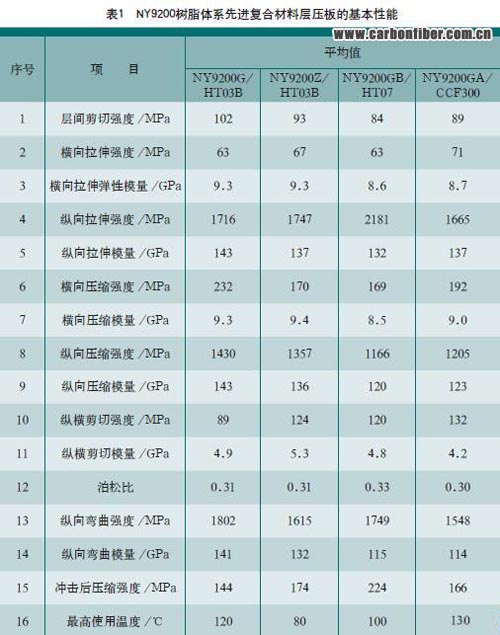
该树脂体系复合材料已批量用于各类航空产品,经测算每生产1kg的复合材料制件可节约制造成本约120元,其制造成本的降低贡献率为8.6%。
2 辅助材料的国产化研究
共固化技术采用的是真空-气压相结合的热压罐成型法,为保证先进复合材料的制造质量,工艺上通常选用的辅助材料有隔离膜、脱模布、真空袋膜和透气毡等材 料。由于国内先进复合材料技术发展起步较晚,因此,国内许多厂家所用的辅助材料均依赖于进口,这样不仅价格高,需花费大量的外汇(辅助材料成本约占材料总 成本的80%),而且还常常因进货渠道等问题难于保证生产的进度需要,特别是先进复合材料制造成本方面,严重地阻碍了这一先进复合材料的应用和发展。经过 多年的调研和试验,我们在生产中已确定用多种国产辅助材料替换进口辅助材料。国产化辅助材料的应用,打破了完全依赖进口的被动局面,促进了国内辅助材料的 研究进程,使制造成本大大下降。
在工程化应用实践中,辅助材料的样板化下料也是减少生产成本的的重要环节。通过对国产辅助材料的使用和生产环节过程中的规范下料,每生产1kg的复合材料制件可节约制造成本约470元,制造成本降低贡献率高达33.6%。
3 共固化成型工艺的优化
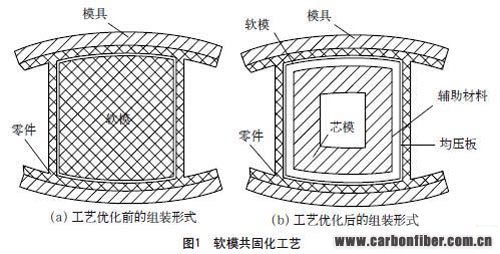
对于封闭式盒形典型结构部件,通常是采用对合模控制外形,内腔橡胶软模施压的共固化工艺技术,也就是在对合模具中,在预浸料蒙皮、墙体间采用特种橡胶软模 及真空系统将墙体与蒙皮一次性成型出来,如图1(a)所示。在加温固化过程中,对预制品施加压力是靠橡胶软模的热膨胀力来完成的。这种成型工艺使用的橡胶 软模成本极高,且存在以下的问题:
(1)对于预浸料蒙皮或墙体设计层数较多时,材料中的小分子物较难排尽,产品容易产生疏松及孔隙率缺陷。
(2)橡胶软模是作为压力源使用的,由于橡胶软膜较厚,尤其是在角区,其膨胀能力与其他部位存在差异,不能使墙和蒙皮的过渡角区完全贴合,导致蒙皮与墙体脱粘、疏松。
(3)软模各部位的热膨胀力的计算复杂,使用次数有限,成型模设计要求高。
(4)软模在加热过程中因热传导问题,导致制件加热固化不定因素增多,引起固化后质量不稳定。
针对上述问题,我们经过反复试验,在工程化生产中不断改进,将软模共固化工艺优化为图1(b)所示形式,利用这种工艺方案连续生产300多架份的复合材料产品,质量一直稳定。
为提高工程化生产的质量,在共固化技术上除了采用上述工艺方案外,还在预固化参数、控制含胶量、气体导流和尺寸控制等方面采取了优化技术,使热压罐共固化技术达到最优化,产品合格率达到99%以上。
通过对共固化工艺的多方面优化,每生产1kg的复合材料制件可节约制造成本约600元,对制造成本降低的贡献率为42.8%。
4 性能测试项目优化方案
先进复合材料构件在固化成型后必须进行外形尺寸检验、内部质量无损检测和随炉试样的强度测试。检查时间与整个制件成型时间相当。由于产品进入批量生产,随 炉试样要耗费公司大量的人力物力,因此如何优化随炉试样的测试项目也是提高生产效率、降低制造成本的一个方面。随炉试样的性能不是用来评价设计强度值的, 而是用来考核工艺的稳定性的,根据国际航空复合材料转包生产的一贯作法以及我公司在对60罐次的随炉试样的性能测试值进行统计分析的结果,将4项指标减为 2项,即留下层间剪切和含胶量。
通过对性能测试项目优化,每生产1kg的复合材料制件可节约制造成本约120元,对制造成本降低的贡献率为8.6%。
5 修补技术研究
进入工程化生产后,由于大批量产品的生产和使用,在此过程中难免存在缺陷/损伤,先进复合材料制件的生产和售后服务成为急待解决的问题。通过大量的工艺试 验和强度性能测试,我们对各种缺陷/损伤类型给出了具体的修补方案,形成了修补文件。除常用的注射树脂修补、填充和灌注修补、螺接外补强板修补以及胶接外 补强板修补方法外,还根据我们公司复合材料制件的特点研制了适用于撞击及碰伤导致的先进复合材料制件内部疏松、分层、蜂窝受损等缺陷/损伤的修补法,如预 浸料补片法、固化补片法。这些方法的技术难点在于补片的同心度控制和缺口斜阶的控制。在同心度方面专门研制了一套定位板用于取样和定位,在斜阶方面通过特 制工具和试验获得斜阶的长厚比。
在共固化技术工程化应用的前期,我们曾出现过制造质量不满足设计要求的现象,通过我们的修补技术,该复合材料结构件已使用多年,并且质量一直良好。在这方面,平均对制造成本降低贡献率达到6.4%。
结论
先进复合材料共固化技术在某型机上自90年代初得到应用以来,已生产了350余架次,实现了工程化的目 标。通过原材料的开发、辅助材料的国产化研究、共固化工艺的优化、性能测试项目的优化和修补技术的研究,将一套完整共固化技术应用于批生产的同时,又获得 了极大的经济效益,实现了低成本共固化技术的工程化应用。通过该材料的工程化应用,我们可得出以下的结论:
(1)金属-橡胶组合式芯模用于盒形结构受力部件的共固化成型,能够实现均压效果,并能有效降低制造成本;
(2)国产化辅助材料的应用,能够满足复合材料制造使用工艺要求,降低工程化制造成本;
(3)工程化生产的随炉试样(片)性能跟踪测试项目,可以进行优化选择,以降低生产成本;
(4)工程化生产的同时,开展有针对性的修补技术研究,既可解决生产过程中超差品的修补问题,也是产品使用过程的有效保障,技术经济及社会效果兼得;
(5)降低热压罐成型法制造成本的其他有益研究还有待不断开发。
单位:中航工业
作者:马军 龙国荣 林业明
以热压罐成型技术为主制造的航空先进复合材料结构件在各类飞机制造上都不同程度进入了批量生产阶段,有的型号已生产了数百架份的先进复合材料结构件,并经 过了十多年的使用考核,为进一步扩大先进复合材料在飞机上的应用提供了实用的工程经验。但我们必须清醒看到,先进复合材料的制造成本居高不下、批产中质量 的不一致性、对先进复合材料特性缺乏足够的认识等仍然是阻碍先进复合材料在飞机上扩大应用的主要因素,这也是我国航空先进复合材料与先进国家航空复合材料 应用差距巨大的问题所在。因此,立足现有的热压罐法,如何降低其制造成本是我们的当务之急,如选用工艺特性优良的树脂体系、国产辅助材料的采用、成型模具 的结构优化以及过程细节的严格控制等,都可以在降低制造成本的同时,明显的提高制件的合格率。本课题针对先进复合材料共固化技术成型的产品,从材料开发、 工艺优化、性能检测到售后服务等环节,以低成本为主导线,详细描述了一个热压罐共固化技术工程化的范例,达到了在热压罐成型方面明显降低制造成本的目的。
技术难点
复合材料共固化技术要进入工程化,必须从材料、工艺、检测和售后等环节入手,高产品质量与低制造成本并行研究,高生产效率与低缺陷率并行考虑,建立低成本、高质量、高效率和低缺陷的复合材料工程化制造体系,达到整个工程的低成本化、技术完整化。
先进复合材料共固化技术工程化要实现低制造成本必须攻克的技术难点主要有:
(1) 低成本的原材料货源和多品种预浸料的开发与储备;
(2) 共固化技术所需辅助材料的国产化研究;
(3) 共固化成型工艺的优化;
(4) 产品性能检测项目的合理性以及产品质量的保证;
(5) 先进复合材料制品缺陷修复手段和修复后的性能表征。
技术方案
1 多品种预浸料的开发
由于复合材料的基体用原材料性能不稳定,加上材料体系易受运输、保管等因素的影响,使得预浸料的工艺性能出现较大的差异,从而影响先进复合材料的内部质 量。此外,先进复合材料件在固化过程中出现的某些局部缺陷,由于很难找到一种与之性能相当的树脂体系对其进行修复,构件因不能满足产品技术要求而无法使 用,增加了构件的制造成本。
为提高和稳定先进复合材料的成型质量,降低先进复合材料的制造成本,我们根据不同的复合材料结构件研制开发了中高温度固化、韧性不同的NY9200环氧树脂体 系,原材料均为国产,价廉易购;其配制工艺简单,质量稳定,可用于湿法或干法预浸,无污染,易工程化;其预浸料具有贮存期长,固化温度带宽,固化时间短等 优点;其先进复合材料具有韧性和机械性能兼优的特
该树脂体系复合材料已批量用于各类航空产品,经测算每生产1kg的复合材料制件可节约制造成本约120元,其制造成本的降低贡献率为8.6%。
2 辅助材料的国产化研究
共固化技术采用的是真空-气压相结合的热压罐成型法,为保证先进复合材料的制造质量,工艺上通常选用的辅助材料有隔离膜、脱模布、真空袋膜和透气毡等材 料。由于国内先进复合材料技术发展起步较晚,因此,国内许多厂家所用的辅助材料均依赖于进口,这样不仅价格高,需花费大量的外汇(辅助材料成本约占材料总 成本的80%),而且还常常因进货渠道等问题难于保证生产的进度需要,特别是先进复合材料制造成本方面,严重地阻碍了这一先进复合材料的应用和发展。经过 多年的调研和试验,我们在生产中已确定用多种国产辅助材料替换进口辅助材料。国产化辅助材料的应用,打破了完全依赖进口的被动局面,促进了国内辅助材料的 研究进程,使制造成本大大下降。
在工程化应用实践中,辅助材料的样板化下料也是减少生产成本的的重要环节。通过对国产辅助材料的使用和生产环节过程中的规范下料,每生产1kg的复合材料制件可节约制造成本约470元,制造成本降低贡献率高达33.6%。
3 共固化成型工艺的优化
对于封闭式盒形典型结构部件,通常是采用对合模控制外形,内腔橡胶软模施压的共固化工艺技术,也就是在对合模具中,在预浸料蒙皮、墙体间采用特种橡胶软模 及真空系统将墙体与蒙皮一次性成型出来,如图1(a)所示。在加温固化过程中,对预制品施加压力是靠橡胶软模的热膨胀力来完成的。这种成型工艺使用的橡胶 软模成本极高,且存在以下的问题:
(1)对于预浸料蒙皮或墙体设计层数较多时,材料中的小分子物较难排尽,产品容易产生疏松及孔隙率缺陷。
(2)橡胶软模是作为压力源使用的,由于橡胶软膜较厚,尤其是在角区,其膨胀能力与其他部位存在差异,不能使墙和蒙皮的过渡角区完全贴合,导致蒙皮与墙体脱粘、疏松。
(3)软模各部位的热膨胀力的计算复杂,使用次数有限,成型模设计要求高。
(4)软模在加热过程中因热传导问题,导致制件加热固化不定因素增多,引起固化后质量不稳定。
针对上述问题,我们经过反复试验,在工程化生产中不断改进,将软模共固化工艺优化为图1(b)所示形式,利用这种工艺方案连续生产300多架份的复合材料产品,质量一直稳定。
为提高工程化生产的质量,在共固化技术上除了采用上述工艺方案外,还在预固化参数、控制含胶量、气体导流和尺寸控制等方面采取了优化技术,使热压罐共固化技术达到最优化,产品合格率达到99%以上。
通过对共固化工艺的多方面优化,每生产1kg的复合材料制件可节约制造成本约600元,对制造成本降低的贡献率为42.8%。
4 性能测试项目优化方案
先进复合材料构件在固化成型后必须进行外形尺寸检验、内部质量无损检测和随炉试样的强度测试。检查时间与整个制件成型时间相当。由于产品进入批量生产,随 炉试样要耗费公司大量的人力物力,因此如何优化随炉试样的测试项目也是提高生产效率、降低制造成本的一个方面。随炉试样的性能不是用来评价设计强度值的, 而是用来考核工艺的稳定性的,根据国际航空复合材料转包生产的一贯作法以及我公司在对60罐次的随炉试样的性能测试值进行统计分析的结果,将4项指标减为 2项,即留下层间剪切和含胶量。
通过对性能测试项目优化,每生产1kg的复合材料制件可节约制造成本约120元,对制造成本降低的贡献率为8.6%。
5 修补技术研究
进入工程化生产后,由于大批量产品的生产和使用,在此过程中难免存在缺陷/损伤,先进复合材料制件的生产和售后服务成为急待解决的问题。通过大量的工艺试 验和强度性能测试,我们对各种缺陷/损伤类型给出了具体的修补方案,形成了修补文件。除常用的注射树脂修补、填充和灌注修补、螺接外补强板修补以及胶接外 补强板修补方法外,还根据我们公司复合材料制件的特点研制了适用于撞击及碰伤导致的先进复合材料制件内部疏松、分层、蜂窝受损等缺陷/损伤的修补法,如预 浸料补片法、固化补片法。这些方法的技术难点在于补片的同心度控制和缺口斜阶的控制。在同心度方面专门研制了一套定位板用于取样和定位,在斜阶方面通过特 制工具和试验获得斜阶的长厚比。
在共固化技术工程化应用的前期,我们曾出现过制造质量不满足设计要求的现象,通过我们的修补技术,该复合材料结构件已使用多年,并且质量一直良好。在这方面,平均对制造成本降低贡献率达到6.4%。
结论
先进复合材料共固化技术在某型机上自90年代初得到应用以来,已生产了350余架次,实现了工程化的目 标。通过原材料的开发、辅助材料的国产化研究、共固化工艺的优化、性能测试项目的优化和修补技术的研究,将一套完整共固化技术应用于批生产的同时,又获得 了极大的经济效益,实现了低成本共固化技术的工程化应用。通过该材料的工程化应用,我们可得出以下的结论:
(1)金属-橡胶组合式芯模用于盒形结构受力部件的共固化成型,能够实现均压效果,并能有效降低制造成本;
(2)国产化辅助材料的应用,能够满足复合材料制造使用工艺要求,降低工程化制造成本;
(3)工程化生产的随炉试样(片)性能跟踪测试项目,可以进行优化选择,以降低生产成本;
(4)工程化生产的同时,开展有针对性的修补技术研究,既可解决生产过程中超差品的修补问题,也是产品使用过程的有效保障,技术经济及社会效果兼得;
(5)降低热压罐成型法制造成本的其他有益研究还有待不断开发。
单位:中航工业
作者:马军 龙国荣 林业明