一代飞机 一代技术
By www.carbonfiber.com.cn
战争的需求催生了飞机制造技术的进步,世界航空工业发展近百年来,随着复杂航空武器装备的快速升级换代,各项制造技术取得了突飞猛进的发展,在飞机制造领 域不断突破、创新。一代飞机技术需求拉动了飞机制造技术的发展,而制造技术的创新发展又推动了飞机向更高的水平不断换代演进。本文针对不同时代的飞机技术 特点分析了应用于该年代飞机的典型制造技术,将新一代飞机研制中应用的先进制造技术进行总结,与读者分享。
不同时代战机的技术特点
自从第一次世界大战中军用飞机首次出现在战场上以来,战斗机经历了近百年的发展,国际航空界依据战斗机的作战任务和其技术特点,以及代与代之间要有质的飞 跃、跨台阶式提高的基本原则,对其进行了分“代”。每代飞机应用的典型材料与典型工艺技术特点如表1所示。
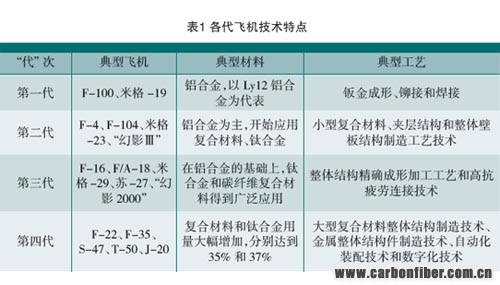
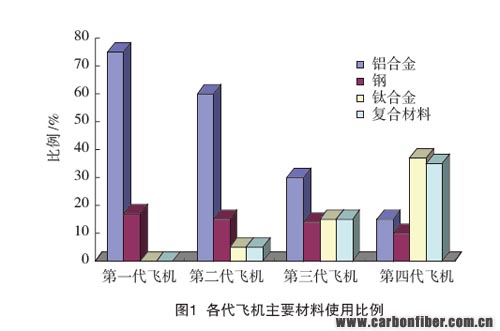
由表1可知,伴随着飞机性能的稳步提升,飞机制造模式也在进行着深刻的变革与创新。如图1所示,在新型飞机上复合材料、钛合金用量日趋上升,已成为主体材 料,新材料的广泛应用给飞机制造业带来更高的技术要求与挑战。同时,随着数字化技术研究应用的逐步深入,飞机制造正在逐渐摆脱以实物模拟量传递且相互联系 的串行制造方式,取而代之的是以三维数字量传递的并行独立制造方式。新材料与新制造方式的普及带动飞机制造企业在生产技术领域实现突破。在零件制造领域, 全新的零件制造技术逐渐呈现出高精度、大尺寸加工、高材料利用率、近净成形、高效率、柔性工装、无膜制造、数控加工等特点。在飞机装配领域,传统的模拟量 协调、手工钻铆、专用刚性工装、专用量具检测等技术逐渐被数字量协调、自动化钻铆、柔性工装、数字化检测、高效快速研制等技术取代。
新一代飞机研制的先进制造技术
1 先进零部件制造技术
新一代飞机轻量化、隐身、高可靠性、长寿命、短周期、低成本等研制需求,对飞机制造技术提出了更高的要求,零件制造向无膜敏捷制造、大型整体复合成形、精准制造方向发展。
1.1 结构件高效数控加工技术
高效数控加工是数控加工领域的必然发展趋势,是继高速切削、高速加工之后悄然兴起的新观点[1]。国内新一代飞机研制中首次应用自主研发的快速编程技术, 相对于原来的编程方式,缩短编程时间50% 以上,零件加工效率提高20% 以上;在超大规格(6800mm×1500mm×80mm)铝合金预拉伸板加工中应用高速加工技术,有效地控制了加工变形,完成了超大规格铝合金预拉伸板 承力构件制造,填补了国内空白;应用钛合金浅切加工技术有效地控制复杂零件在机械加工阶段的变形量,完全解决了加工变形问题,取消了热处理工序,不仅节省 了热处理工装研制费用,而且缩短了研制周期。
1.2 复材构件整体加工与成形技术
在复合材料结构的设计和制造中,复材构件整体加工与成形技术是采用复合材料的共固化/ 共胶接(Cocured/Cobonded) 等技术和手段,大量减少零件和紧固件数目,从而实现复合材料结构从设计到制造一体化成形的相关技术[2]。复材构件整体加工与成形正是复合材料独有的优点 和特点之一,是目前世界上在该技术领域大力提倡和发展的重要技术之一。
在新型飞机研制过程中,沈飞公司以MBD技术和复材专用建模软件-FIBERSIM为基础,构建了复合 材料数字化制造应用平台。采用数控铺层剪裁\ 激光投影定位等先进技术,实现了由传统的模线样板手工制造向数字化制造的改变。提高了制造效率(剪裁周期缩短60%左右,铺叠周期缩短40% 左右)、制件尺寸精度及质量稳定性。
1.3 超塑成形
超塑成形/扩散连接(SPF/DB)组合工艺则是利用材料在超塑性状态下良好的固态粘合性能而发展起来的一种组合工艺技术,它能在零件超塑成形的同时完成 零件某些部位的扩散连接,从而成形出形状十分复杂的高性能整体构件[3]。该技术的实现改变了传统飞行器结构件所使用的铆接、螺接、胶接等形式,降低了零 件整体重量,使复杂薄壁零件整体化,缩短了制造周期,提高了零件整体性能。
在新型飞机研制过程中,沈飞公司成功应用了TA15新材料进行超塑成形和超塑成形扩散连接,成形厚度达到50mm。采用pam-stamp软件模拟仿真, 实现了零件减薄量预测,为工艺实施提供参考,解决了气压胀形法成形两层超塑/扩散连接零件,在超塑成形区域壁厚减薄量不容易控制的问题。采用夹垫板扩散焊 接方法,成形出整体化结构零件,提高了装配精度,实现了飞机减重要求。
1.4 近净成形技术
(1) 激光快速成形技术。
激光快速成形技术是一种涉及多门学科的新型综合制造技术,是利用高能激光束在金属基体上形成熔池,通过送粉装置和粉末喷嘴输送到熔池的金属粉末或预先置于 基体上的涂层熔化,快速凝固后与基体形成冶金结合,根据零件的计算机辅助设计模型,逐线、逐层堆积材料,直接生成三维近终形金属零件。其最大的优势是制造 过程中不需要使用模具,直接成形零件毛坯,节约稀有、昂贵的原材料,并且可缩短毛坯制造周期50%以上。
(2)电子束快速成形技术。
电子束成形技术是在电子束焊接技术的基础上衍生的新制造技术,该技术是涉及多门学科的新型综合制造技术。电子束快速成形利用高能束在金属基体上形成熔池, 通过送丝装置将送到熔池的金属丝熔化,快速凝固后与基体形成冶金结合,根据零件的计算机辅助设计模型,逐线、逐层堆积材料,直接生成三维近终形金属零件。 因其在真空状态下快速成形,有利于难加工、易氧化金属的制造;加工中不需要使用模具,直接成形净尽零件毛坯;缩短毛坯制造周期40%~50%。
2 数字化柔性装配生产线
数字化柔性装配生产线的应用是现代飞机装配的典型特征之一。数字化装配技术的发展历程始于波音公司,波音公司最先尝试并探讨了改变传统装配方法的途径,首 先在工装设计中采用基于决定性装配技术的共用孔定位减少工装,之后广泛采用自动化装配系统,实现柔性化装配,最终形成数字化柔性装配生产线,使飞机的装配 技术发生了革命性的变化。“十二五”期间,沈飞公司以新研型号为依托,开展数字化柔性装配生产线相关技术研究,旨在形成全数字化柔性装配生产线模式的标志 性集成成果,开创新机科研体制机制的新模式。目前,已研究并工程化应用了大部件对接柔性装配系统、后机身柔性装配系统、自动制孔翻转柔性装配系统、翼身整 体结构后段数字化柔性装配系统、室内空间定位系统iGPS 等柔性装配系统。
2.1 大部件自动对接装配系统
目前,国内飞机大部件柔性对接系统已逐步实现工程化应用,如浙江大学为成飞设计的大部件对接工装,其特点是将定位器(POGO 柱)成组置于可移动的小车上,满足大范围移动要求,每个定位器可进行三自由度微调,飞机通过托架与定位器相连,进而实现了飞机的六自由度调姿,但工装结构 复杂、体积庞大、开敞性较差。大连四达和沈飞公司联合研制的大部件对接系统(见图2)也采用了定位器(POGO 柱)技术,其特点是沿X向平行放置3组导轨,定位器则置于导轨上方,可大范围移动,而且每个定位器可沿Y、Z方向小范围调整,在闭环控制下实现了飞机的六 自由度精确调姿,不仅满足了多机型共用的实际需求,而且工装结构大为简化,开敞性好,同时配套2台AGV辅助工作平台,可实现无转弯半径任意方向移动,并 具有成品上下自动运输功能,使工人操作更方便,有效地降低了技术风险和控制难度。

2.2 机身部件柔性装配系统
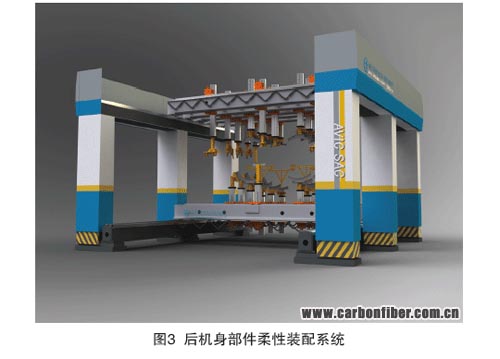
机身部件的柔性装配系统与飞机大部件自动对接装配系统相比技术复杂程度更高,工程化应用更困难,部件装配工艺复杂,协调关系多,定位点多,布局分散,工装 结构设计困难,系统集成控制难度大。控制轴数多,传输数据量大;物理地址复杂,逻辑映射关系复杂;电机行走,布线困难。目前,国内真正实现飞机机身部件柔 性装配工程化应用的仅有沈飞公司的后机身部件柔性装配系统,如图3 所示。该柔性工装为桥架式结构,上下各五组横梁,每个横梁上有若干组可沿X、Y、Z方向3向调整的数控定位器组成,可根据产品实际需求实现空间任意位置的 快速重组。
2.3 机身部件自动制孔系统
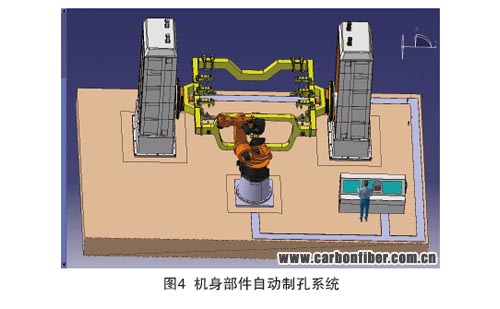
国内自动制孔技术已经有一定的研究基础,主要集中在组件壁板类的自动钻铆和机翼类组件的自动制孔方面,对于结构曲面比较复杂的机身部件自动制孔还未有应 用。沈飞公司在“十一五”技术研究的基础上,研发了机身部件自动制孔系统,如图4所示。该系统由数控托架和工业机器人自动制孔设备组成。数控托架上设计标 准通用接口,实现5m×5m×2m 尺寸范围内不同部件的制孔、铆接和清除多余物的工作,数控托架能实现Y 向调整和A轴36°任意姿态的锁定,人机功能友好。
2.4 中机身部件柔性装配系统
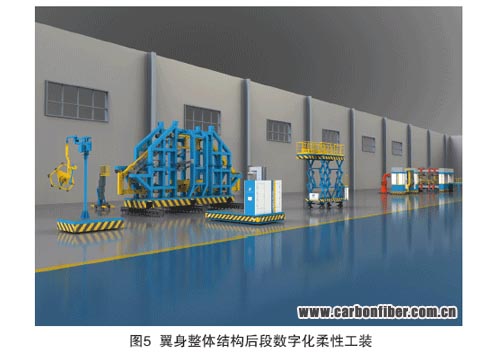
翼身整体结构后段数字化柔性装配系统见图5,与F35中机身装配工装有异曲同工之效,由数字化柔性定位工装、2台同步联动AGV运输车、壁板安装助力机械 臂和1组自动升降移动工作平台构成,柔性工装平台采用分体式结构,利于机身部件的自动制孔,通过改变支撑骨架高度或增加、更换辅助骨架梁等形式可重构各个 模块定位单元,兼顾了同族机型设计改进改型产品的装配需求。
2.5 飞机装配车间数字化测量定位(iGPS)系统
基于大尺寸室内空间定位技术(IGPS),沈飞公司与天津大学、634所联合研发了飞机装配车间数字化测量定位系统,解决大尺寸室内空间测量与定位问题。 根据飞机部组件装配、大部件自动对接和全机水平测量应用需求,开展大尺寸室内空间定位系统研究,在装配车间应用iGPS系统可建立永久稳定测量基准坐标 系,形成多系统异构空间测量场,提高测量精度和效率。该系统具有以下优点:可以多用户测量;测量过程允许断光;无需转站测量; 可视化程度高;一次标定多次使用。目前已实现该系统在飞机部组件装配、大部件自动对接和全机水平测量等方面的工程化应用。
2.6 信息化管理技术
数字化柔性装配生产线集成管理系统实现了从产品设计、工艺、装配、检验和现场管理各装配生产环节信息的高度集成和移动生产线的自动配送物流管理,实现了信 息高度共享和单一数据源管理,对生产过程进行实时监控,帮助企业精准决策。数字化柔性装配生产线集成管理系统是支撑数字化柔性装配生产线运行管理的核心, 不仅可实现对柔性工装、数字化测量检测设备、制孔和移动运输设备的信息集成管理,而且能够实现对飞机的整个装配过程的实时动态控制[4]。
结束语
飞机的发展适应了科学技术和战场需求共同发展的要求,每一代新型飞机都具备各自的技术特点,其出现在技术上相比前一代都有一个台阶性的转变,换代标志着航 空技术的一次新的飞跃。高新技术的不断创新发展促进了战斗机的更新换代。因此,我国航空事业的发展与进步,需要不断地研发高新技术、充实技术储备,将其运 用在未来飞机的研制中。现代飞机制造技术始终沿着提高工艺技术与装备的加工效率、提高加工品质、适应产品品种变化、降低生产成本、完善自动化的方向不断发 展。在发展中加强信息技术的应用,逐步实现集成化、敏捷化、智能化及航空产品全球化制造。在现阶段,我国航空制造业应该抓住机遇,通过新型飞机技术体系的 研究,逐个突破其关键技术,彻底改变传统的飞机制造、装配方式,提高产品的技术创新能力,全面打通数字化装配生产线,实现飞机研制的自动化、柔性化、智能 化和无纸化。
战争的需求催生了飞机制造技术的进步,世界航空工业发展近百年来,随着复杂航空武器装备的快速升级换代,各项制造技术取得了突飞猛进的发展,在飞机制造领 域不断突破、创新。一代飞机技术需求拉动了飞机制造技术的发展,而制造技术的创新发展又推动了飞机向更高的水平不断换代演进。本文针对不同时代的飞机技术 特点分析了应用于该年代飞机的典型制造技术,将新一代飞机研制中应用的先进制造技术进行总结,与读者分享。
不同时代战机的技术特点
自从第一次世界大战中军用飞机首次出现在战场上以来,战斗机经历了近百年的发展,国际航空界依据战斗机的作战任务和其技术特点,以及代与代之间要有质的飞 跃、跨台阶式提高的基本原则,对其进行了分“代”。每代飞机应用的典型材料与典型工艺技术特点如表1所示。
由表1可知,伴随着飞机性能的稳步提升,飞机制造模式也在进行着深刻的变革与创新。如图1所示,在新型飞机上复合材料、钛合金用量日趋上升,已成为主体材 料,新材料的广泛应用给飞机制造业带来更高的技术要求与挑战。同时,随着数字化技术研究应用的逐步深入,飞机制造正在逐渐摆脱以实物模拟量传递且相互联系 的串行制造方式,取而代之的是以三维数字量传递的并行独立制造方式。新材料与新制造方式的普及带动飞机制造企业在生产技术领域实现突破。在零件制造领域, 全新的零件制造技术逐渐呈现出高精度、大尺寸加工、高材料利用率、近净成形、高效率、柔性工装、无膜制造、数控加工等特点。在飞机装配领域,传统的模拟量 协调、手工钻铆、专用刚性工装、专用量具检测等技术逐渐被数字量协调、自动化钻铆、柔性工装、数字化检测、高效快速研制等技术取代。
新一代飞机研制的先进制造技术
1 先进零部件制造技术
新一代飞机轻量化、隐身、高可靠性、长寿命、短周期、低成本等研制需求,对飞机制造技术提出了更高的要求,零件制造向无膜敏捷制造、大型整体复合成形、精准制造方向发展。
1.1 结构件高效数控加工技术
高效数控加工是数控加工领域的必然发展趋势,是继高速切削、高速加工之后悄然兴起的新观点[1]。国内新一代飞机研制中首次应用自主研发的快速编程技术, 相对于原来的编程方式,缩短编程时间50% 以上,零件加工效率提高20% 以上;在超大规格(6800mm×1500mm×80mm)铝合金预拉伸板加工中应用高速加工技术,有效地控制了加工变形,完成了超大规格铝合金预拉伸板 承力构件制造,填补了国内空白;应用钛合金浅切加工技术有效地控制复杂零件在机械加工阶段的变形量,完全解决了加工变形问题,取消了热处理工序,不仅节省 了热处理工装研制费用,而且缩短了研制周期。
1.2 复材构件整体加工与成形技术
在复合材料结构的设计和制造中,复材构件整体加工与成形技术是采用复合材料的共固化/ 共胶接(Cocured/Cobonded) 等技术和手段,大量减少零件和紧固件数目,从而实现复合材料结构从设计到制造一体化成形的相关技术[2]。复材构件整体加工与成形正是复合材料独有的优点 和特点之一,是目前世界上在该技术领域大力提倡和发展的重要技术之一。
在新型飞机研制过程中,沈飞公司以MBD技术和复材专用建模软件-FIBERSIM为基础,构建了复合 材料数字化制造应用平台。采用数控铺层剪裁\ 激光投影定位等先进技术,实现了由传统的模线样板手工制造向数字化制造的改变。提高了制造效率(剪裁周期缩短60%左右,铺叠周期缩短40% 左右)、制件尺寸精度及质量稳定性。
1.3 超塑成形
超塑成形/扩散连接(SPF/DB)组合工艺则是利用材料在超塑性状态下良好的固态粘合性能而发展起来的一种组合工艺技术,它能在零件超塑成形的同时完成 零件某些部位的扩散连接,从而成形出形状十分复杂的高性能整体构件[3]。该技术的实现改变了传统飞行器结构件所使用的铆接、螺接、胶接等形式,降低了零 件整体重量,使复杂薄壁零件整体化,缩短了制造周期,提高了零件整体性能。
在新型飞机研制过程中,沈飞公司成功应用了TA15新材料进行超塑成形和超塑成形扩散连接,成形厚度达到50mm。采用pam-stamp软件模拟仿真, 实现了零件减薄量预测,为工艺实施提供参考,解决了气压胀形法成形两层超塑/扩散连接零件,在超塑成形区域壁厚减薄量不容易控制的问题。采用夹垫板扩散焊 接方法,成形出整体化结构零件,提高了装配精度,实现了飞机减重要求。
1.4 近净成形技术
(1) 激光快速成形技术。
激光快速成形技术是一种涉及多门学科的新型综合制造技术,是利用高能激光束在金属基体上形成熔池,通过送粉装置和粉末喷嘴输送到熔池的金属粉末或预先置于 基体上的涂层熔化,快速凝固后与基体形成冶金结合,根据零件的计算机辅助设计模型,逐线、逐层堆积材料,直接生成三维近终形金属零件。其最大的优势是制造 过程中不需要使用模具,直接成形零件毛坯,节约稀有、昂贵的原材料,并且可缩短毛坯制造周期50%以上。
(2)电子束快速成形技术。
电子束成形技术是在电子束焊接技术的基础上衍生的新制造技术,该技术是涉及多门学科的新型综合制造技术。电子束快速成形利用高能束在金属基体上形成熔池, 通过送丝装置将送到熔池的金属丝熔化,快速凝固后与基体形成冶金结合,根据零件的计算机辅助设计模型,逐线、逐层堆积材料,直接生成三维近终形金属零件。 因其在真空状态下快速成形,有利于难加工、易氧化金属的制造;加工中不需要使用模具,直接成形净尽零件毛坯;缩短毛坯制造周期40%~50%。
2 数字化柔性装配生产线
数字化柔性装配生产线的应用是现代飞机装配的典型特征之一。数字化装配技术的发展历程始于波音公司,波音公司最先尝试并探讨了改变传统装配方法的途径,首 先在工装设计中采用基于决定性装配技术的共用孔定位减少工装,之后广泛采用自动化装配系统,实现柔性化装配,最终形成数字化柔性装配生产线,使飞机的装配 技术发生了革命性的变化。“十二五”期间,沈飞公司以新研型号为依托,开展数字化柔性装配生产线相关技术研究,旨在形成全数字化柔性装配生产线模式的标志 性集成成果,开创新机科研体制机制的新模式。目前,已研究并工程化应用了大部件对接柔性装配系统、后机身柔性装配系统、自动制孔翻转柔性装配系统、翼身整 体结构后段数字化柔性装配系统、室内空间定位系统iGPS 等柔性装配系统。
2.1 大部件自动对接装配系统
目前,国内飞机大部件柔性对接系统已逐步实现工程化应用,如浙江大学为成飞设计的大部件对接工装,其特点是将定位器(POGO 柱)成组置于可移动的小车上,满足大范围移动要求,每个定位器可进行三自由度微调,飞机通过托架与定位器相连,进而实现了飞机的六自由度调姿,但工装结构 复杂、体积庞大、开敞性较差。大连四达和沈飞公司联合研制的大部件对接系统(见图2)也采用了定位器(POGO 柱)技术,其特点是沿X向平行放置3组导轨,定位器则置于导轨上方,可大范围移动,而且每个定位器可沿Y、Z方向小范围调整,在闭环控制下实现了飞机的六 自由度精确调姿,不仅满足了多机型共用的实际需求,而且工装结构大为简化,开敞性好,同时配套2台AGV辅助工作平台,可实现无转弯半径任意方向移动,并 具有成品上下自动运输功能,使工人操作更方便,有效地降低了技术风险和控制难度。
2.2 机身部件柔性装配系统
机身部件的柔性装配系统与飞机大部件自动对接装配系统相比技术复杂程度更高,工程化应用更困难,部件装配工艺复杂,协调关系多,定位点多,布局分散,工装 结构设计困难,系统集成控制难度大。控制轴数多,传输数据量大;物理地址复杂,逻辑映射关系复杂;电机行走,布线困难。目前,国内真正实现飞机机身部件柔 性装配工程化应用的仅有沈飞公司的后机身部件柔性装配系统,如图3 所示。该柔性工装为桥架式结构,上下各五组横梁,每个横梁上有若干组可沿X、Y、Z方向3向调整的数控定位器组成,可根据产品实际需求实现空间任意位置的 快速重组。
2.3 机身部件自动制孔系统
国内自动制孔技术已经有一定的研究基础,主要集中在组件壁板类的自动钻铆和机翼类组件的自动制孔方面,对于结构曲面比较复杂的机身部件自动制孔还未有应 用。沈飞公司在“十一五”技术研究的基础上,研发了机身部件自动制孔系统,如图4所示。该系统由数控托架和工业机器人自动制孔设备组成。数控托架上设计标 准通用接口,实现5m×5m×2m 尺寸范围内不同部件的制孔、铆接和清除多余物的工作,数控托架能实现Y 向调整和A轴36°任意姿态的锁定,人机功能友好。
2.4 中机身部件柔性装配系统
翼身整体结构后段数字化柔性装配系统见图5,与F35中机身装配工装有异曲同工之效,由数字化柔性定位工装、2台同步联动AGV运输车、壁板安装助力机械 臂和1组自动升降移动工作平台构成,柔性工装平台采用分体式结构,利于机身部件的自动制孔,通过改变支撑骨架高度或增加、更换辅助骨架梁等形式可重构各个 模块定位单元,兼顾了同族机型设计改进改型产品的装配需求。
2.5 飞机装配车间数字化测量定位(iGPS)系统
基于大尺寸室内空间定位技术(IGPS),沈飞公司与天津大学、634所联合研发了飞机装配车间数字化测量定位系统,解决大尺寸室内空间测量与定位问题。 根据飞机部组件装配、大部件自动对接和全机水平测量应用需求,开展大尺寸室内空间定位系统研究,在装配车间应用iGPS系统可建立永久稳定测量基准坐标 系,形成多系统异构空间测量场,提高测量精度和效率。该系统具有以下优点:可以多用户测量;测量过程允许断光;无需转站测量; 可视化程度高;一次标定多次使用。目前已实现该系统在飞机部组件装配、大部件自动对接和全机水平测量等方面的工程化应用。
2.6 信息化管理技术
数字化柔性装配生产线集成管理系统实现了从产品设计、工艺、装配、检验和现场管理各装配生产环节信息的高度集成和移动生产线的自动配送物流管理,实现了信 息高度共享和单一数据源管理,对生产过程进行实时监控,帮助企业精准决策。数字化柔性装配生产线集成管理系统是支撑数字化柔性装配生产线运行管理的核心, 不仅可实现对柔性工装、数字化测量检测设备、制孔和移动运输设备的信息集成管理,而且能够实现对飞机的整个装配过程的实时动态控制[4]。
结束语
飞机的发展适应了科学技术和战场需求共同发展的要求,每一代新型飞机都具备各自的技术特点,其出现在技术上相比前一代都有一个台阶性的转变,换代标志着航 空技术的一次新的飞跃。高新技术的不断创新发展促进了战斗机的更新换代。因此,我国航空事业的发展与进步,需要不断地研发高新技术、充实技术储备,将其运 用在未来飞机的研制中。现代飞机制造技术始终沿着提高工艺技术与装备的加工效率、提高加工品质、适应产品品种变化、降低生产成本、完善自动化的方向不断发 展。在发展中加强信息技术的应用,逐步实现集成化、敏捷化、智能化及航空产品全球化制造。在现阶段,我国航空制造业应该抓住机遇,通过新型飞机技术体系的 研究,逐个突破其关键技术,彻底改变传统的飞机制造、装配方式,提高产品的技术创新能力,全面打通数字化装配生产线,实现飞机研制的自动化、柔性化、智能 化和无纸化。